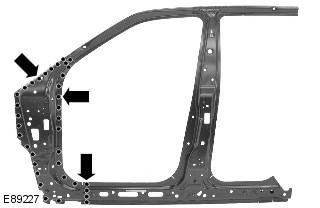
Підсилювач стійки "А" виготовлений із сталі DP600 (двофазної сталі) і повинен приварюватися до внутрішньої частини стійки за допомогою електрозаклепок MIG. Точкове зварювання не повинно використовуватися.
Переконайтеся, що всі зварні з'єднання відповідним чином герметизовані та захищені від проникнення води, особливо в зонах, де не можна відтворити клейове з'єднання/ущільнення оригінальної панелі. Герметизуйте з'єднання перед встановленням зовнішніх панелей, де це необхідно.
ПРИМІТКА: Підсилювач стійки "А" відпарюється від "кільцевої рами" підсилювача бічної панелі, він не обслуговується окремо.
ПРИМІТКА: Всередині цієї панелі прикріплені елементи NVH, на новій панелі вони не обслуговуються. При пошкодженні буде потрібний новий елемент(и).
Зняття
1. У поєднанні з підсилювачем стійки "А" замінюється:
- Облицювання переднього бампера
- Переднє крило
- Передні двері
- Панель приладів
- Лобове скло
- Зовнішня панель стійки "А"
2. Для отримання додаткової інформації щодо цієї ремонтної процедури див.: За додатковою інформацією зверніться до розділу: Кузов та рама (501-26 Ремонти кузова – Спеціальні відомості про автомобіль та перевірки допусків, Опис та принцип дії) / Стандартні технічні прийоми, що використовуються на станції технічного обслуговування (100-00 Загальна інформація, Опис та принцип дії).
3. Зніміть зовнішню панель стійки "А". За додатковою інформацією зверніться до розділу: Зовнішня панель стійки 'А'(501-29 Ремонт листових металевих елементів бічних панелей, Зняття та встановлення).
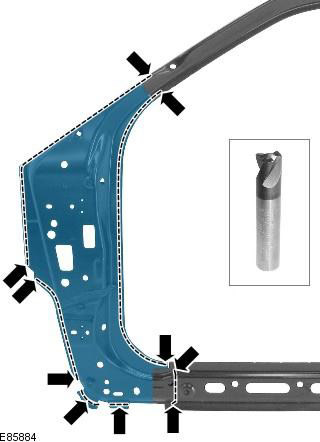
4. Вифрезеруйте точкові зварні шви, для цього потрібно використовувати свердло для точкових зварних швів зі сталі HSS.
ПРИМІТКА: Там, де це можливо, необхідно просвердлити отвори в підсилювачі стійки "А" та внутрішньої панелі стійки "А" (пам'ятайте про те, що підсилювач виготовлений з двофазної сталі DP600 і для роботи з ним буде потрібно свердло зі швидкорізальної інструментальної сталі HSS). Це дозволяє там, де це можливо, встановлювати електрозаклепки MIG через внутрішню панель.
5. Розділіть з'єднання та зніміть стару панель, а також від'єднайте елемент NVH.
Установка
1. Зніміть частину підсилювача стійки "А" з кільцевої рами панелі, що обслуговується. Вифрезеруйте точкові зварні шви за допомогою свердла для точкових зварних швів зі сталі HSS.
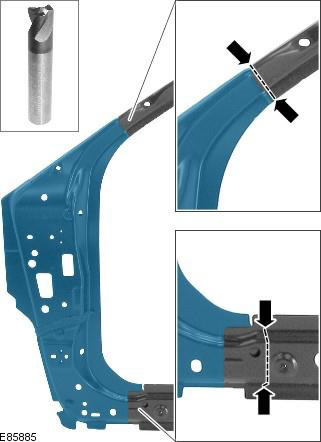
2. Просвердліть отвори, незроблені під час зняття, для зварювання електрозаклепками MIG.
3. Підготуйте з'єднувальні поверхні старої та нової панелі .
4. Додайте нову панель і зафіксуйте її на місці. Перевірте вивірку, якщо вона вірна, переходьте до наступного кроку, якщо ні, виправте і перевірте ще раз перед переходом до наступного кроку.
5. Зніміть нову панель.
6. За потреби замініть елемент NVH.
7. Нанесіть герметизуючий клей на елемент NVH.

8. Додайте нову панель і зафіксуйте її на місці.
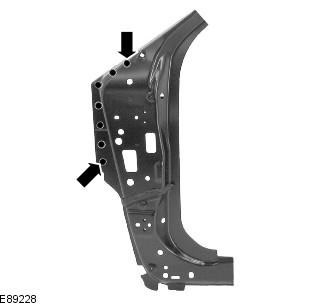
9. Зварювання електрозаклепками MIG.
ПРИМІТКА: Електрозаклепки MIG повинні бути встановлені на місці оригінальних зварних точок і там, де це можливо, вони повинні проходити крізь внутрішню частину стійки "А".
10. Очистіть всі зварні з'єднання.
11. Для встановлення відповідних панелей та механічних елементів виконайте процедуру зняття у зворотній послідовності.
Коментарі до цієї статті