Сталі діляться на кілька груп за межею міцності на розрив і межі плинності (зусилля, які необхідні для пластичної деформації матеріалу).
Межа плинності
Межа плинності визначає те зусилля, у якому метал втрачає пружність і починає пластично деформуватися без подальшого відновлення форми.
Межа міцності на розрив
Межа міцності на розрив визначає те зусилля, при якому зразок, що розтягується, руйнується.
Двофазна сталь (DP) може відповідати як класифікації VHSS, так і класифікації EHSS, залежно від марки.
| Марка сталі | Межа плинності |
| М'яка низьковуглецева сталь (MS) | Межа плинності до 180 МПа |
| Високоміцна сталь (HSS) | Сталь з межею плинності до 280 МПа |
| Високоміцна сталь з підвищеною межею плинності (VHSS) | Сталь з межею плинності до 380 МПа |
| Надміцна сталь (EHSS) | Сталь з межею плинності до 800 МПа |
| Ультрапрочна сталь (UHSS) | Сталь з межею тек обліку понад 800 МПа |
Зварювання ультраміцної сталі
Зварювання ультраміцної сталі вимагає використання зварювального обладнання, яке допускає такі параметри зварювання.
Тверда пайка в середовищі інертного газу
При виконанні твердого паяння в середовищі інертного газу використовуйте зварювальний апарат наступного типу, що відповідає зазначеній специфікації: Зварювальний апарат Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG, з дротом CuSi3 (DIN 1733) діаметром 1,0 мм та з використанням ., Що відповідає силі струму 92 A та швидкості живлення 4,6 м/хв. Захисний газ L1 = чистий аргон (DIN 439).
Сталі, що використовуються в конструкції кузова:
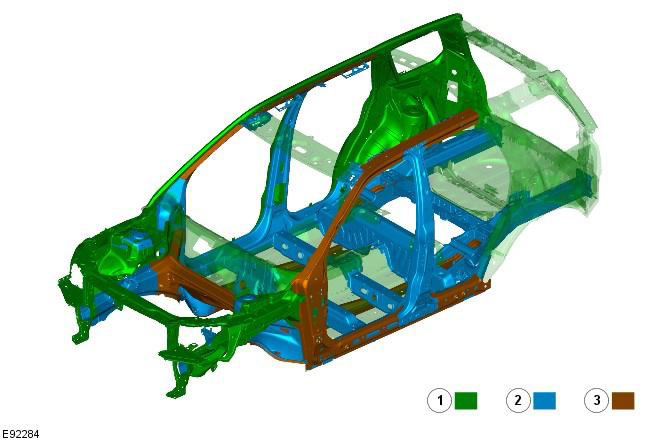
| Елемент | Марка сталі |
| 1 | М'яка (низьковуглецева) сталь (SS) |
| 2 | Високоміцна сталь (HSS) |
| 3 | Надміцна сталь (EHSS) |
ПРИМІТКА: Додаткове використання сталі DP600 (EHSS) у "кільцевій рамі" підсилювачів бічних панелей та в задніх та передніх лонжеронах забезпечує більшу міцність при фронтальному або бічному зіткненні.
ПРИМІТКА: При встановленні зовнішніх бічних панелей, стійки "А", "В", панелі порога та задньої бічної панелі необхідно виконати тверду пайку пазів у місці примикання цих елементів до внутрішніх підсилювальних панелей.
ПРИМІТКА: Розмір пазів 20мм х 8мм, відстань між пазами 30мм. Пази слід робити відповідно до цього інтервалу. Де це неможливо внаслідок наявності в панелі вм'ятин, паз слід зробити у місці розташування вихідного точкового зварного шва.
Бічна панель
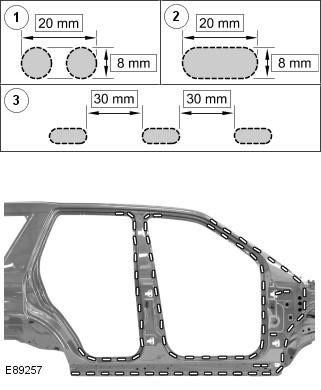
| Елемент | Найменування |
| 1 | Щоб зробити основу для паза, просвердліть 2 отвори 8мм. |
| 2 | Вифрезеруйте паз розміром 20мм х 8мм |
| 3 | Відстань між пазами має становити 30мм |
ПРИМІТКА: Тверда паяння в захисному середовищі проводиться при температурі 650°C - 950°C. Щоб ультраміцна сталь не втратила своїх властивостей, температура повинна перевищувати 950°C.
Виконайте тверду пайку пазів за допомогою зварювального апарата Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG, з дротом CuSi3 (DIN 1733) діаметром 1,0 мм і з використанням ступеня 4, що відповідає силі струму 92 A та швидкості живлення 4, 6 м/хв. Захисний газ L1 = чистий аргон (DIN 439).
Зачистіть наплавку в пазі стрічкової шліфувальної машини, використовуючи стрічку із зернистістю 60/80.
Коментарі до цієї статті