- Будь-які з'єднання, виконані при виготовленні автомобіля за технологією MIG/MAG, у процесі ремонту повинні з'єднуватися зварюванням за цією ж технологією. Крім того, у процесі ремонту окремі точки контактного зварювання мають бути замінені електрозаклепками.
- Заміна точок контактного зварювання на електрозаклепки (див. вище) проводиться у разі утрудненого доступу або відсутності обладнання для контактного зварювання на товщинах понад 3 мм. Але це призводить до збільшення часу виконання операції, і, підвищення вимог до захисту від корозії.
- Ремонт зварювання можна виконувати належним чином лише за умови правильного налаштування обладнання та всіх параметрів зварювання.
Обладнання:
- Налаштуйте обладнання відповідно до вимог виробника.
- Шланги не повинні бути перекручені.
- Утримувач повинен бути вільний від частинок електродного дроту.
- Газові сопла не повинні бути засмічені шлаком та окалиною.
- Слідкуйте за якістю зварювальних електродів та витратою газу.
Кузов:
- Переконайтеся, що з'єднуються поверхні.
- Підготуйте оголену металеву поверхню у місці з'єднання.
- Забезпечте правильні зазори (формування коренів швів).
Примітки щодо методики / технології:
ПРИМІТКА: Підвищений нагрів при виконанні зварювання за технологією MIG руйнує шар зварювального ґрунту/цинку на більшій ділянці, ніж при контактному точковому зварюванні, внаслідок чого підвищуються трудовитрати при подальшому нанесенні антикорозійного покриття.
ПРИМІТКА: Щоб переконатися, що зварний шов забезпечує з'єднання не тільки на поверхні, слід виконувати контрольний зварний шов.
Під'єднайте кабель заземлення поруч із місцем зварювання (переконайтеся, що контакт має гарну якість).
При використанні електрозаклепок для якісного проварювання потрібно починати зварювання з нижньої панелі.
Зварювання електрозаклепками
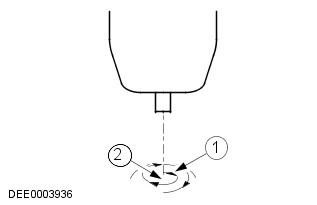
| Поз. | № запасної частини | Найменування |
| 1 | - | Напрямок зварювання: кругові рухи, зсередини назовні |
| 2 | - | Точка початку зварювання: центр отвору на нижній панелі |
Коментарі до цієї статті