Зняття панелі
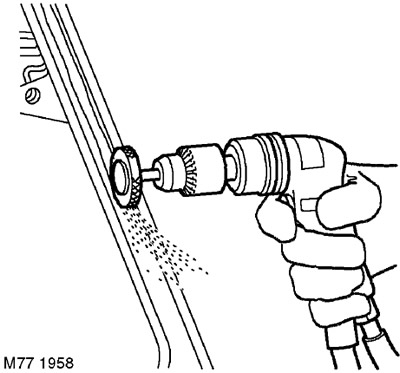
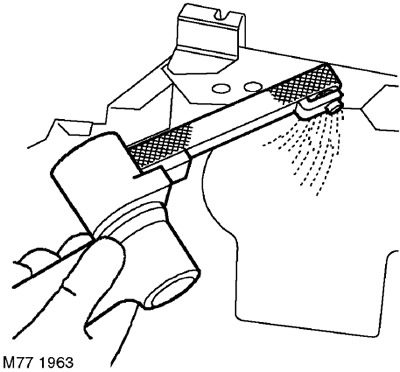
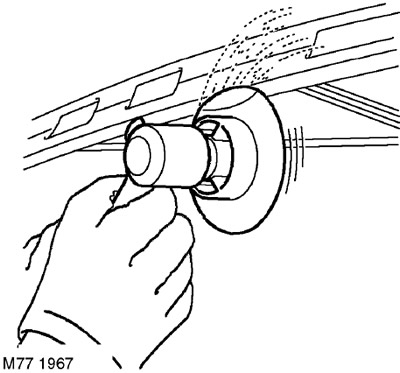
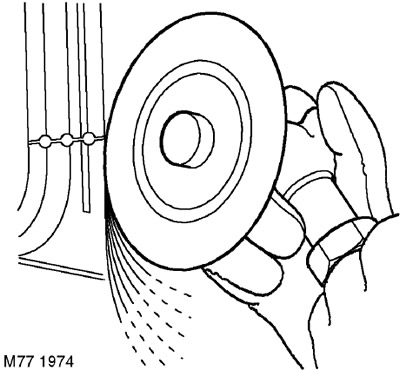
1. Відкрийте доступ до місця точкового зварювання. Для місць точкового зварювання, прихованих під покриттям, використовуйте абразивне коло або металеву щітку, встановлену на пневматичному дрилі, або звичайну ручну металеву щітку.
ПРИМІТКА: На поверхні колісних арок для доступу до точкового зварювання може виникнути необхідність розм'якшення захисного покриття за допомогою пневматичного пістолета з подачею гарячого повітря.
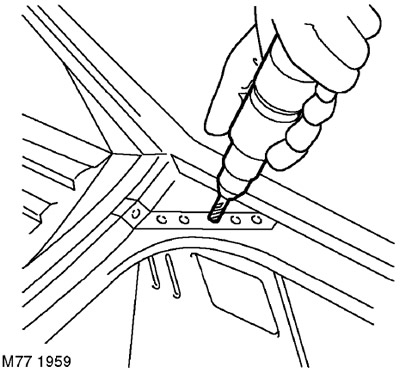
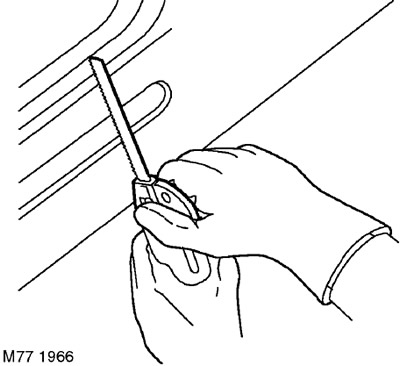
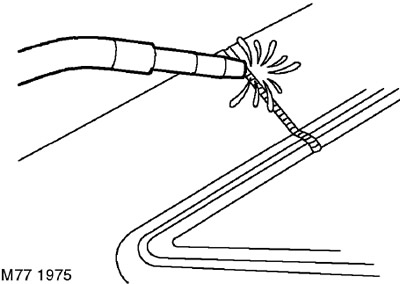
2. Висвердліть точки зварювання за допомогою кобальтового свердла.
3. Можна використовувати для цього пристосування для видалення точкового зварювання струбцинного типу.
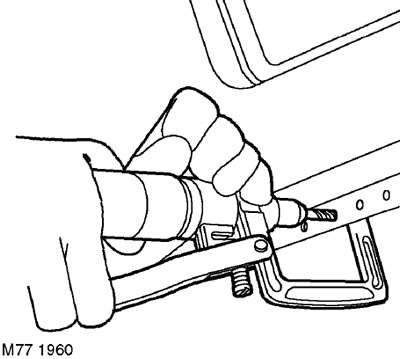
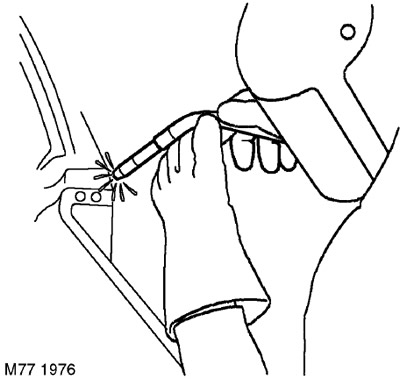
4. Виріжте пошкоджене місце панелі за допомогою пневматичної пилки.
ПРИМІТКА: На деяких стиках панелей, з'єднаних за допомогою зварювання в інертному газі або паяння, перед вирізуванням панелі слід по можливості видалити зварювання або паяння за допомогою абразивного інструменту.
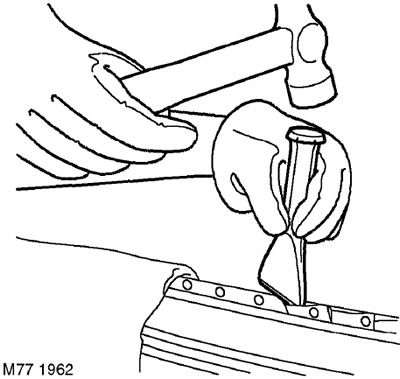
5. Розберіть з'єднання на точковому зварюванні та видаліть залишки пошкодженої панелі за допомогою молотка, вибивання, зубила та щипців.
Підготовка старих поверхонь
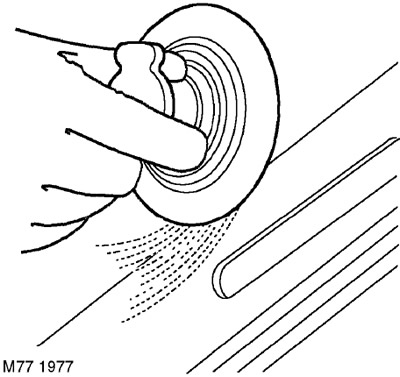
1. Зачистіть усі місця стиків панелей до рівного металевого блиску за допомогою абразивного інструменту стрічкового типу.
ПРИМІТКА: Перед зачисткою видаліть залишки ущільнювальної мастики за допомогою пневматичного пістолета з гарячим повітрям, щоб знизити ризик утворення отруйних випарів під час розігріву металу.
Увага: Це обладнання слід застосовувати обережно, уникаючи інтенсивного нагрівання деталей.
2. Випряміть стик старої панелі за допомогою підтримуючого блоку та молотка.
Підготовка нових поверхонь стикування
1. Намітьте ділянку нової панелі і виріжте її у розмір, залишаючи припуск приблизно 50 мм для перекриття стику існуючої панелі. Перевірте, щоб нова панель або ділянка поєднувалися з прилеглими панелями (наприклад, бічна панель повинна збігатися з дверцятами або кришкою багажника). Зафіксуйте нову панель за допомогою струбцину.
2. Обріжте стару та нову панелі, щоб сформувати стик необхідної форми. Зніміть усі струбцини та видаліть обрізки металу.
3. Підготуйте кромки стику нової панелі, зачистивши їх до металевого блиску. Це слід зробити як зовні, так і з внутрішньої сторони.
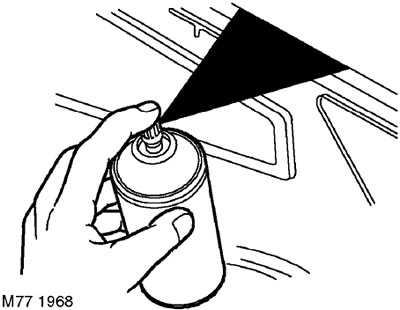
4. Нанесіть за допомогою пензля або аерозольного балона на місця зварювання відповідний склад для підготовки стиків.
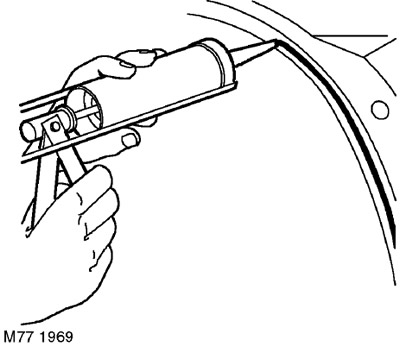
5. Нанесіть на стикувальні поверхні панелей герметизуючу пасту.
Встановлення та вирівнювання
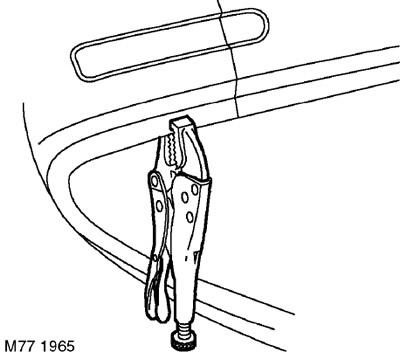
1. Прикладіть нову панель і вирівняйте її з панеллю, що стикується. Закріпіть панель, що встановлюється, за допомогою спеціальних зварювальних затискачів. Якщо необхідно виконати охоплюючий зварювальний шов, встановіть фіксатор на край старої панелі або встановіть струбцину за місцем стику.
ПРИМІТКА: Якщо зафіксувати панель за допомогою зварювальних затискачів важко, прихопіть деталі зварюванням.
Зварювання
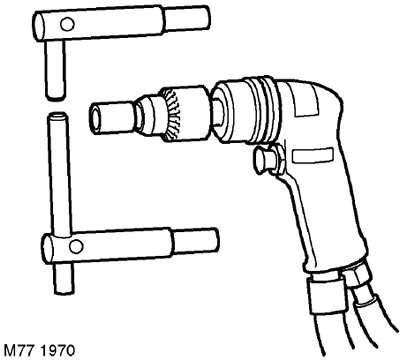
1. Виберіть обладнання для точкового зварювання та за допомогою машинки для обрізання кінців сформуйте кінці електродів. Діаметр кінця електрода повинен дорівнювати подвійній товщині листа, що зварюється, плюс 3,0 мм.
УВАГА: Використовуйте електроди, довжина яких не перевищує 300 мм.
ПРИМІТКА: Для підтримки ефективності зварювання необхідно періодично очищати та відновлювати форму кінців електродів.
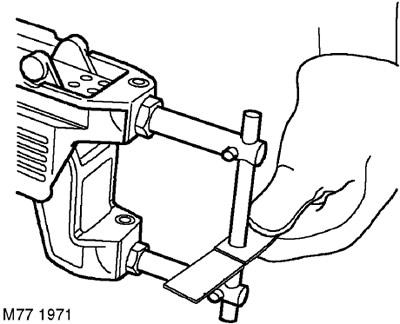
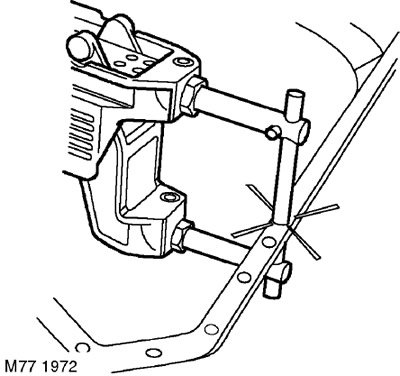
2. Встановіть зварювальні кронштейни для точкового зварювання та за допомогою фрагмента матеріалів, що зварюються, перевірте працездатність обладнання. За відсутності спеціального випробувального обладнання перевірте міцність зварювання. При докладанні зусилля для поділу зварених деталей метал навколо точки зварювання повинен руйнуватися раніше, ніж точка зварювання.
3. Якщо дозволяє доступ до деталей, використовуйте зварювальне обладнання для точкового зварювання з нагріванням. При можливості використовуйте монітор для контролю якості зварювання.
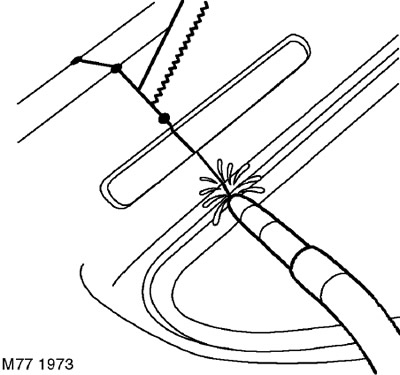
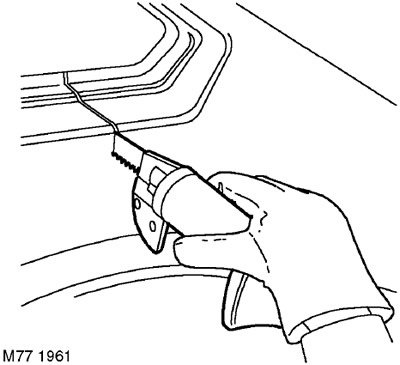
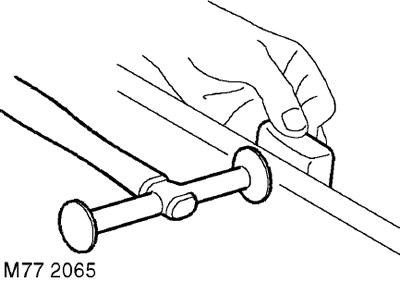
4. Прихопіть зварюванням в інертному газі панелі, що з'єднуються, і, якщо це необхідно, перевірте їх прилягання і збіг країв. Проміжок між точками зварювання повинен мінімізувати жолоблення. Для перевірки можна використовувати ножівкове полотно.
5. Зачистіть місця зварювання в інертному газі за допомогою абразивного диска 36 або, якщо доступ утруднений, за допомогою стрічкового пристрою для зачистки.
6. З'єднання переривчастим зварюванням в інертному газі.
7. Завжди виконуйте пробкове зварювання в інертному газі, якщо велика товщина листів, що зварюються, або утруднений доступ унеможливлюють точкове зварювання. Пробкове зварювання можна виконувати використовуючи отвори, залишені після висвердлювання точкового зварювання, або через спеціально висвердлені або пробиті отвори діаметром приблизно 8 мм.
8. Зачистіть місця зварювання за допомогою абразивного диска 36 або за допомогою стрічкового пристрою для зачистки та/або металевої щітки. У процесі зачистки намагайтеся зачистити якнайменше простір, щоб зберегти оцинкування металу.
Коментарі до цієї статті