Odstránenie panelu
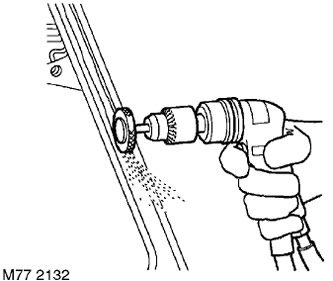
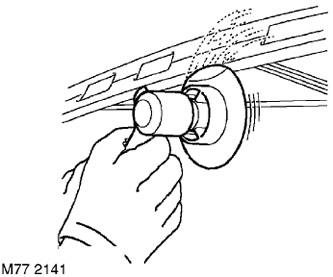
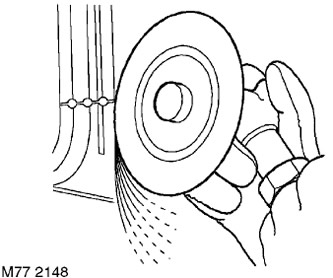
1. Vstúpte do oblasti bodového zvárania. Na bodové zvary skryté pod povlakom použite brúsny kotúč alebo drôtenú kefu namontovanú na pneumatickej vŕtačke, prípadne bežnú ručnú drôtenú kefu.
POZNÁMKA: Na povrchu podbehov môže byť potrebné zmäkčiť ochranný náter teplovzdušnou pištoľou, aby ste sa dostali k bodovému zváraniu.
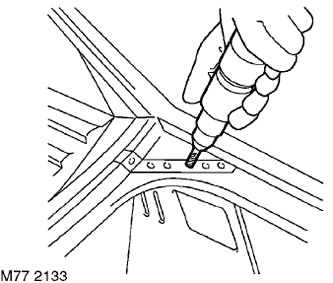
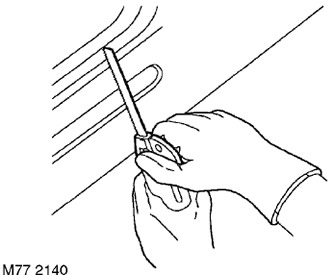
2. Vyvŕtajte zvarové body kobaltovým vrtákom.
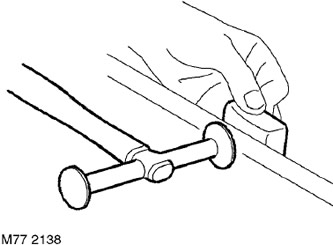
3. Na tento účel možno použiť odstraňovač bodových zvarov typu svorky.
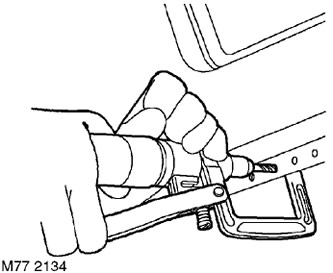
4. Vyrežte poškodenú oblasť panelu pneumatickou pílou.
POZNÁMKA: Na niektorých spojoch panelov spájaných zváraním alebo spájkovaním v inertnom plyne by sa malo zváranie alebo spájkovanie odstrániť pomocou brúsneho nástroja, ak je to možné, pred rezaním panelu.
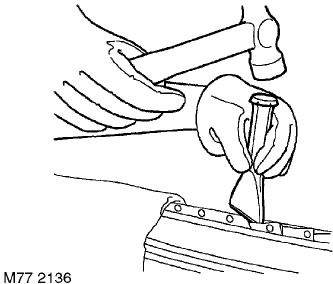
5. Demontujte bodový zvarový spoj a odstráňte zostávajúci poškodený panel pomocou kladiva, razidla, dláta a klieští.
Príprava starých povrchov
1. Všetky spoje panelov obrúste na hladký kovový lesk pomocou pásového brúsneho nástroja.
POZNÁMKA: Pred odizolovaním použite teplovzdušnú pištoľ na odstránenie všetkých zvyškov tesniaceho tmelu, aby ste znížili riziko tvorby toxických výparov pri zahrievaní kovu.
Upozornenie: Toto zariadenie by sa malo používať opatrne a vyhýbať sa intenzívnemu zahrievaniu častí.
2. Spoj starého panelu vyrovnajte pomocou podperného bloku a kladiva.
VAROVANIE: Nikdy nepoužívajte rovnaký nástroj na oceľ a hliník. Oceľové nástroje by sa mali skladovať oddelene od hliníkových nástrojov.
Príprava nových spojovacích plôch
1. Označte časť nového panelu a odrežte ho na požadovanú veľkosť, pričom ponechajte priestor približne 50 mm na zakrytie spoja existujúceho panelu. Skontrolujte, či je nový panel alebo oblasť zarovnaná so susednými panelmi (napríklad bočný panel musí ladiť s dverami alebo vekom kufra). Zaistite nový panel pomocou svoriek.
2. Odrežte staré a nové panely tak, aby vytvorili požadovaný tvar spoja. Odstráňte všetky svorky a odstráňte kovový šrot.
3. Pripravte spojovacie hrany nového panelu brúsením do kovového lesku. Toto by sa malo robiť vonku aj vo vnútri.
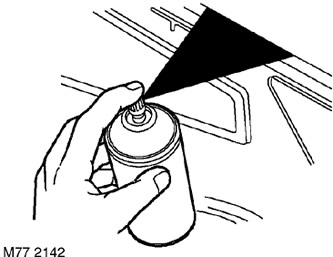
4. Pomocou štetca alebo spreja naneste na zvary vhodnú zmes na prípravu spojov.
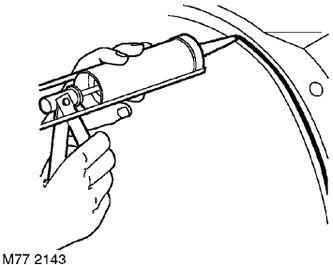
5. Na spojovacie plochy panelov naneste tesniacu pastu.
Inštalácia a zarovnanie
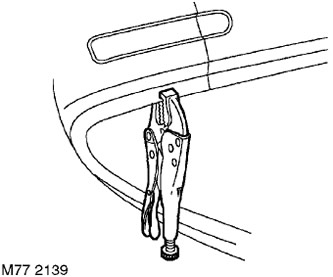
1. Pripojte nový panel a zarovnajte ho s protiľahlým panelom. Panel, ktorý sa má inštalovať, zaistite špeciálnymi zváracími sponami. Ak je potrebné urobiť samičí zvar, nainštalujte držiak na okraj starého panelu alebo nainštalujte svorku za spoj.
POZNÁMKA: V prípadoch, keď je pripevnenie panelu zváracími sponami zložité, spojte diely zvarením.
Zváranie
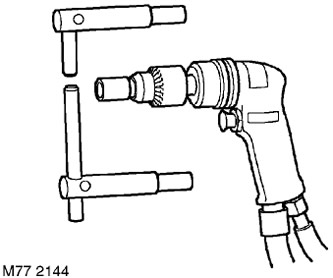
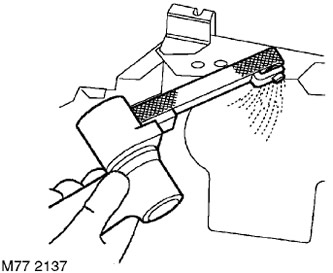
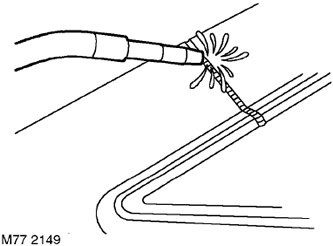
1. Vyberte zariadenie na bodové zváranie a pomocou koncovej frézy vytvarujte konce elektród. Priemer konca elektródy by sa mal rovnať dvojnásobku hrúbky plechu, ktorý sa má zvárať plus 3,0 mm.
UPOZORNENIE: Používajte elektródy nie dlhšie ako 300 mm
POZNÁMKA: Aby sa zachovala účinnosť zvárania, je potrebné pravidelne čistiť a tvarovať konce elektród.
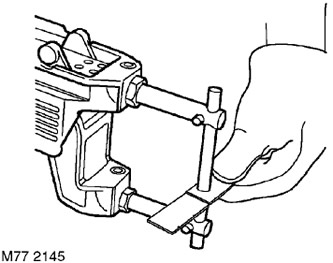
2. Nainštalujte zváracie konzoly a použite fragment materiálov, ktoré sa majú zvárať, na kontrolu prevádzkyschopnosti zariadenia. Pri absencii špeciálneho skúšobného zariadenia skontrolujte pevnosť zvaru. Pri pôsobení sily na oddelené zvárané časti sa kov okolo bodu zvaru musí zlomiť pred bodom zvaru.
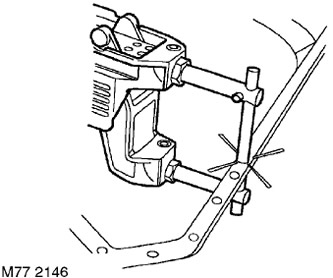
3. Ak to prístup k dielom umožňuje, použite odporové vyhrievané bodové zváracie zariadenie. Ak je to možné, na kontrolu kvality zvaru použite zvárací monitor.
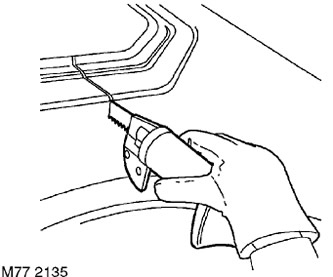
4. Spojované panely prilepte zváraním v inertnom plyne av prípade potreby skontrolujte ich lícovanie a lícovanie hrán. Vzdialenosť medzi zvarovými bodmi by mala minimalizovať vybočenie. Na kontrolu môžete použiť pílový list.
5. Vyčistite zvary brúsnym kotúčom 36 alebo, ak je prístup ťažký, odizolovacím pásom.
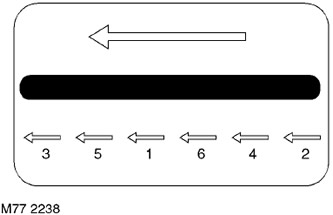
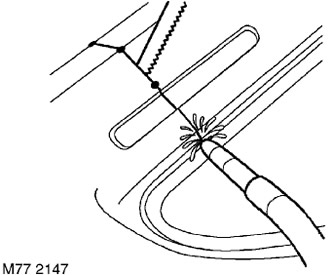
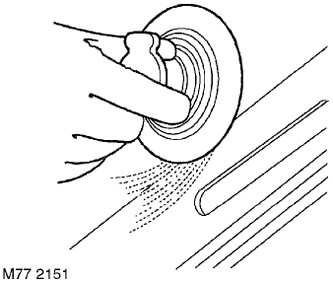
6. Spojenie prerušovaným zváraním inertným plynom. Pri dlhom zvarovom šve vytvára zváranie inertným plynom veľké množstvo tepla, ktoré môže spôsobiť deformáciu a deformáciu panelov. Aby ste nestratili tvar, rozdeľte dĺžku švu na malé časti, ako je znázornené na obrázku. Šípky ukazujú smer zvárania.
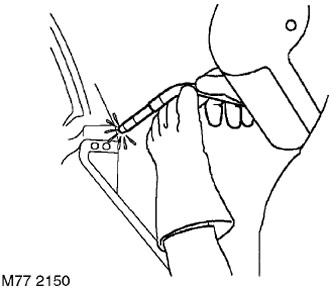
7. Vždy vykonávajte bodové zváranie inertným plynom, ak hrúbka zváraných plechov alebo ťažký prístup znemožňujú bodové zváranie. Hmoždinkové zváranie je možné vykonať pomocou otvorov, ktoré zostali po vyvŕtaní bodového zvárania, alebo cez špeciálne vyvŕtané alebo vyrazené otvory s priemerom približne 8 mm.
8. Vyčistite zvary brúsnym kotúčom 36 a/alebo sťahovacím pásom a/alebo drôtenou kefou. V procese odizolovania sa snažte vyčistiť čo najmenej priestoru, aby sa zachovala galvanizácia kovu.
9. Vykonajte všetky ďalšie operácie tesnenia spojov.
OPRAVNÉ PRÁCE, Továrenské spracovanie.
Komentáre k tomuto článku