Ocele sa delia do niekoľkých skupín podľa pevnosti v ťahu a medze klzu (sila potrebná na plastickú deformáciu materiálu).
Medza klzu
Medza klzu určuje silu, pri ktorej kov stráca svoju elasticitu a začína sa plasticky deformovať bez následnej obnovy tvaru.
Pevnosť v ťahu
Pevnosť v ťahu určuje silu, pri ktorej sa vzorka v ťahu zlomí.
Duplexná oceľ (DP) môže spĺňať klasifikáciu VHSS aj klasifikáciu EHSS v závislosti od značky.
| triedy ocele | Medza klzu |
| Jemná nízkouhlíková oceľ (MS) | Medza klzu do 180 MPa |
| vysokopevnostná oceľ (HSS) | Oceľ s medzou klzu do 280 MPa |
| Vysokopevnostná oceľ so zvýšenou medzou klzu (VHSS) | Oceľ s medzou klzu do 380 MPa |
| Ťažká oceľ (EHSS) | Oceľ s medzou klzu do 800 MPa |
| Ultra pevná oceľ (UHSS) | Oceľ s medzou klzu nad 800 MPa |
Zváranie ocele s ultra vysokou pevnosťou
Zváranie ocele s ultra vysokou pevnosťou si vyžaduje použitie zváracieho zariadenia schopného nasledujúcich zváracích parametrov.
Tvrdé spájkovanie v prostredí inertného plynu
Pri spájkovaní v inertnom plyne použite nasledujúci typ zváracieho prístroja, ktorý spĺňa uvedenú špecifikáciu: Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG zváračka s drôtom CuSi3 (DIN 1733) s priemerom 1,0 mm a pomocou kroku 4, čo zodpovedá prúdu 92 A a rýchlosti posuvu 4,6 m/min. Ochranný plyn L1 = čistý argón (DIN 439).
Ocele používané pri konštrukcii karosérie:
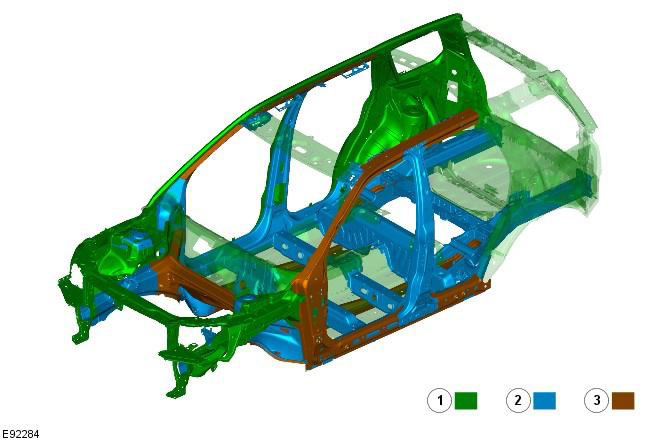
| Element | triedy ocele |
| 1 | Mäkký (s nízkym obsahom uhlíka) oceľ (SS) |
| 2 | vysokopevnostná oceľ (HSS) |
| 3 | Ťažká oceľ (EHSS) |
POZNÁMKA: Voliteľné použitie ocele DP600 (EHSS) V "prstencový rám" výstuhy v bočných paneloch a v zadných a predných bočniciach poskytujú väčšiu pevnosť pri čelnom alebo bočnom náraze.
POZNÁMKA: Pri inštalácii vonkajších bočných panelov, regálov "A", "IN", parapetný panel a zadný bočný panel, musia byť drážky na tvrdo spájkované tam, kde sa tieto prvky stretávajú s ich vnútornými výstužnými panelmi.
POZNÁMKA: Veľkosť drážky 20 mm x 8 mm, vzdialenosť medzi drážkami 30 mm. Drážky by sa mali robiť v súlade s týmto intervalom. Tam, kde to nie je možné kvôli preliačinám v paneli, by sa mala v mieste pôvodného bodového zvaru urobiť drážka.
Bočný panel
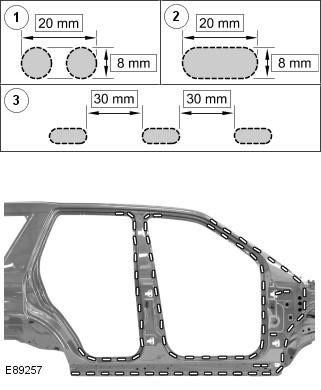
| Element | názov |
| 1 | Na vytvorenie základne pre drážku vyvŕtajte 2 8 mm otvory. |
| 2 | Vytvorte drážku 20 mm x 8 mm |
| 3 | Vzdialenosť medzi drážkami by mala byť 30 mm |
POZNÁMKA: Spájkovanie v ochrannom prostredí sa vykonáva pri teplote 650°C - 950°C. Aby ultrapevná oceľ nestratila svoje vlastnosti, teplota by nemala presiahnuť 950°C.
Spájkujte drážky zváračkou Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG s drôtom CuSi3 (DIN 1733) s priemerom 1,0 mm a pomocou kroku 4, čo zodpovedá prúdu 92 A a rýchlosti posuvu 4,6 m/min. Ochranný plyn L1 = čistý argón (DIN 439).
Prekrytie v drážke obrúste pásovou brúskou s použitím pásu zrnitosti 60/80.
Komentáre k tomuto článku