- Akékoľvek spoje vyrobené pri výrobe vozidla technológiou MIG / MAG musia byť počas procesu opravy spojené zváraním rovnakou technológiou. Okrem toho sa počas procesu opravy musia jednotlivé kontaktné zváracie body nahradiť elektrickými nitmi.
- Výmena bodov odporového zvárania elektrickými nitmi (viď vyššie) vyrábané s ťažkým prístupom alebo chýbajúcim zariadením na odporové zváranie pri hrúbkach nad 3 mm. To však vedie k predĺženiu času na dokončenie operácie, a teda k zvýšeniu požiadaviek na ochranu proti korózii.
- Opravy zvárania je možné správne vykonať len vtedy, ak sú zariadenia a všetky parametre zvárania správne nastavené.
Vybavenie:
- Zariadenie nastavte v súlade s pokynmi výrobcu.
- Hadice nesmú byť skrútené.
- Držiak musí byť zbavený častíc drôtu elektródy.
- Plynové trysky nesmú byť upchaté troskou a vodným kameňom.
- Sledujte kvalitu zváracích elektród a spotrebu plynu.
Telo:
- Skontrolujte kvalitu povrchov, ktoré sa majú spojiť.
- Pripravte holý kovový povrch v mieste spoja.
- Zabezpečte správne vzdialenosti (tvorba koreňa švu).
Poznámky k metodológii / technológii:
POZNÁMKA: Zvýšené teplo pri zváraní MIG ničí zvarový základný náter/vrstvu zinku na väčšej ploche ako odporové bodové zváranie, čo vedie k zvýšeným mzdovým nákladom pri následnej aplikácii antikorózneho náteru.
POZNÁMKA: Vždy by sa mal vykonať skúšobný zvar, aby sa zabezpečilo, že sa zvar nepripojí iba k povrchu.
Pripojte uzemňovací kábel v blízkosti miesta zvárania (uistite sa, že kvalita kontaktu je dobrá).
Pri použití elektrických nitov na vysokokvalitnú penetráciu musíte začať zváranie od spodného panelu.
Zváranie elektrickými nitmi
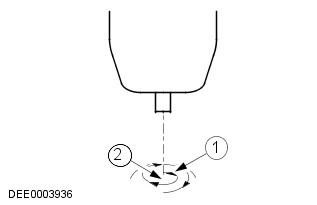
| poz. | náhradný diel č | názov |
| 1 | - | Smer zvárania: kruhový pohyb, zvnútra von |
| 2 | - | Počiatočný bod zvaru: stred otvoru na spodnom paneli |
Komentáre k tomuto článku