Úvod
V procese vydávania nových modelov, ktoré sa stále rýchlejšie nahrádzajú, hrá významnú úlohu telo. Rôzne skupiny zákazníkov zaujme predovšetkým dizajnom a tvarom karosérie. Pevnosť karosérie zároveň zohráva najdôležitejšiu úlohu pri zaistení bezpečnosti vodiča a cestujúcich. Moderné karosérie vozidiel Land Rover sa vyznačujú použitím alternatívnych materiálov: kompozitných materiálov a plastov v kombinácii so sofistikovanými technológiami spájania.
Moderné továrenské technológie umožňujú prakticky bez problémov vyrábať karosérie s bezpečnostnými klietkami (nosné telesá). Pre zabezpečenie vysokej kvality sa vykonávajú mechanické testy pevnosti materiálov, početné počítačové simulácie, kolízne testy karosérie, aplikujú sa pokročilé technológie výroby materiálov. Všetky opravy sa musia vykonávať v súlade s výrobnými normami kvality. To si vyžaduje vybavenie technických stredísk moderným vybavením a kladie osobitné požiadavky na kvalifikáciu technického personálu. Pre zabezpečenie kvalitnej opravy karosérie je nevyhnutná znalosť používaných továrenských technológií a neustále školenie o nových opravárenských metódach a technológiách. Príručky opráv špecifické pre daný model a všeobecné postupy opráv poskytujú neoceniteľnú pomoc pri vykonávaní opráv karosérie.
Dôsledne dodržiavajte technológiu opravy popísanú v tomto návode. Nedodržanie technológie opravy môže viesť k vážnemu zníženiu úrovne bezpečnosti vozidla. Po vykonaní opravných prác je potrebné zabezpečiť dodržanie všetkých predpísaných bezpečnostných noriem.
Dizajn vozidla
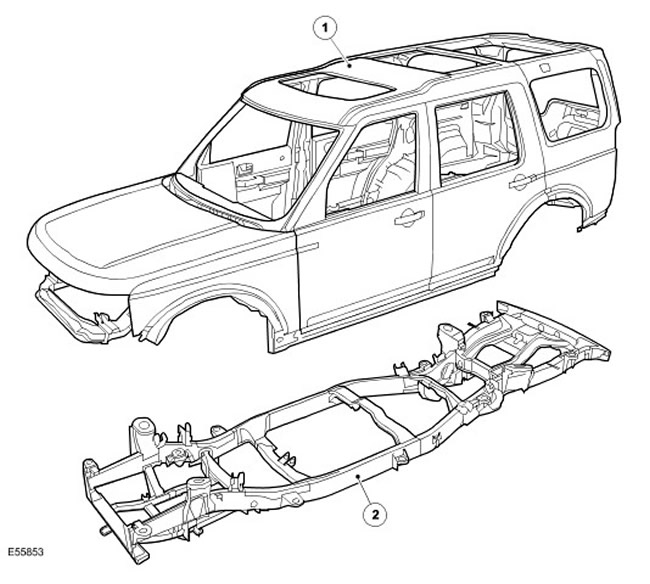
| Názov položky | Číslo náhradného dielu | Popis |
| 1 | typ tela | |
| 2 | rám tela |
Vysokopevnostné druhy ocele
Väčšina moderných automobilov sa vyrába z ocelí rôznych tried, čo vám umožňuje optimalizovať štruktúru karosérie (kolízia, bezpečnosť, tuhosť, znížená spotreba paliva atď.).
Ocele sa delia do niekoľkých skupín podľa pevnosti v ťahu a medze klzu (sila, ktorá vedie k plastickej deformácii materiálu).
Medza klzu
Medza klzu je sila, pri ktorej kov stráca svoju elasticitu a začína sa plasticky deformovať bez následnej obnovy tvaru.
Pevnosť v ťahu
Pevnosť v ťahu je sila, pri ktorej sa vzorka v ťahu zlomí.
| Skratka | triedy ocele | Medza klzu |
| SS | Mäkký (s nízkym obsahom uhlíka) oceľ | Medza klzu nie viac ako 220 MPa |
| DP | Duplexná oceľ | Oceľ s medzou klzu do 400 MPa |
| HS | vysokopevnostná oceľ | Oceľ s medzou klzu 220 -450 MPa |
| EHS | Ťažká oceľ | Tsstal s medzou klzu 450 -800 MPa |
| UHS | Ultra pevná oceľ | Oceľ s medzou klzu do 1400 MPa |
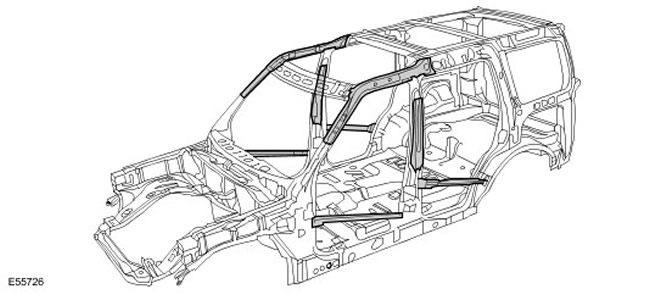
Ultra vysoká pevnosť
Prvky z ultrapevnej ocele, ktoré sú použité v A-stĺpikoch, B-stĺpikoch a hornom páse, zvyšujú odolnosť karosérie proti deformácii pri čelnom alebo bočnom náraze.
Oceľové prvky s ultra vysokou pevnosťou sa nedajú narovnať kvôli ich krehkosti.
Použitie ultra pevnej ocele v konštrukcii karosérie
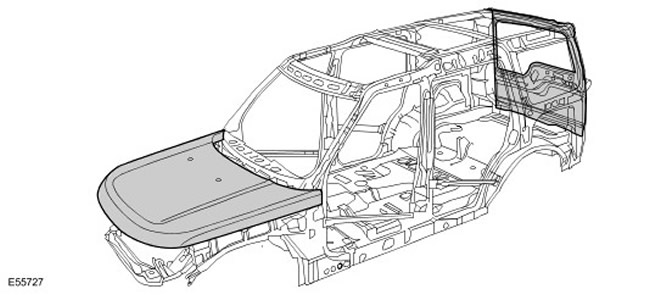
Hliník
Kapota, dvere batožinového priestoru a dvere batožinového priestoru sú vyrobené z hliníka 6000, zliatiny hliníka, horčíka a medi, ktorá je počas výroby tepelne spracovaná, aby sa zvýšila pevnosť panelu a odolnosť proti preliačinám.
Pri opravách hliníkových dielov by sa mala používať samostatná sada nástrojov, ktoré by sa nemali používať pri práci na oceľových dieloch - zabráni sa tak krížovej kontaminácii kovov.
Použitie hliníka v konštrukcii karosérie
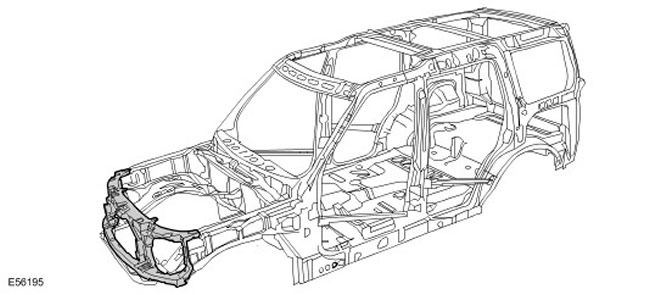
Magnézium
Na výrobu západkového panelu kapoty sa používa horčíková zliatina AM60B. Má vysokú viskozitu a dobre absorbuje nárazovú energiu. Z tejto zliatiny sa vyrába aj priečny nosník, na ktorom je namontovaný prístrojový panel.
Nie je dovolené narovnávať panel západky kapoty alebo vykonávať na nej zváracie práce - v prípade nehody panel nahrádza montáž. Ak je antikorózny náter poškodený, musí byť opravený pomocou "Nízkoteplotného antikorózneho náteru Land Rover", číslo dielu VEP 501 840 PMA.
Použitie horčíka v štruktúre tela
Poškodenie pri nehode a diagnostika
Všeobecné poznámky:
- Presná diagnostika závažnosti poškodenia zabezpečuje správne plánovanie opravy.
- Všetky typy opráv karosérie sa musia vykonávať v prísnom súlade s pokynmi v príručke na opravu karosérie.
- Pri vykonávaní opráv karosérie treba brať do úvahy stabilitu a pevnostné charakteristiky karosérie. Štruktúra karosérie je navrhnutá pre špecifické deformačné vzory, ktoré nie je dovolené meniť počas opravy.
- Napríklad deformačné zóny absorbujú veľkú časť energie nárazu pri kolízii. Ak sa na opravu týchto oblastí použijú akékoľvek neprofesionálne metódy alebo techniky, môže to ovplyvniť bezpečnosť vozidla.
- Okrem kontroly vonkajších znakov, ako je olupovanie laku, nezabudnite skontrolovať skryté poškodenie alebo deformáciu karosérie, ktorá nie je viditeľná zvonku. Na presné posúdenie poškodenia skrytých častí karosérie je často potrebné odstrániť veľké príslušenstvo, ako sú nárazníky a vnútorné blatníky.
Ďalšou diagnostickou možnosťou prostredníctvom vizuálnej kontroly je kontrola rozmerov medzier. Akékoľvek zmeny alebo narušenie vzájomnej polohy hrán zvyčajne naznačujú zmenu veľkosti poškodených častí.
Zmena veľkosti medzier
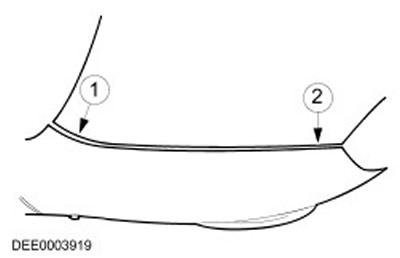
| Názov položky | Číslo náhradného dielu | Popis |
| 1 | Príliš veľká medzera | |
| 2 | Príliš malá vôľa |
Plánovanie opráv
Pred začatím opráv je potrebné urobiť nasledujúce rozhodnutia:
- Je potrebné auto namontovať na sklz alebo sa dá narovnať iným spôsobom?
- Je potrebné vykonávať kontrolné merania tela?
- Je potrebné demontovať komponenty ako motor alebo nápravy?
- Aké časti tela je potrebné vymeniť?
- Ktoré časti tela sa dajú opraviť?
POZNÁMKA: Je lepšie opraviť časti karosérie, ako ich vymeniť tým sa zachová celistvosť tela.
Získavanie náhradných dielov
Dostupnosť náhradných dielov často rozhoduje o tom, ako ľahko je možné vykonať opravu karosérie. Odporúča sa nasledujúci postup:
- Získajte všetky podrobnosti o vozidle vrátane typu, identifikačného čísla vozidla, kódu výbavy, ID písmena motora, pôvodných registračných údajov a ďalších.
- Identifikujte všetky kovové časti, ktoré je potrebné vymeniť.
- Identifikujte všetky nástavce, ktoré je potrebné vymeniť, vrátane malých častí, ako sú nity, spony atď.
Oprava s úpravou
Na obnovenie pôvodného tvaru karosérie po kolízii sú často potrebné vyrovnávacie opravy. To možno vykonať pomocou:
- Zarovnávacie stojany
- Univerzálny stojan na rovnanie a meranie
Štruktúra: Postupnosť opravy závisí od individuálneho plánu opravy (vrátane všetkých potrebných demontážnych prác). Vyčistite spojovacie oblasti. Upevnite auto na príslušný stojan tak, aby v ňom nevznikalo napätie. Umiestnite jednotky na podpery, aby ste uvoľnili záťaž z tela. Vyberte aspoň tri meracie/upevňovacie body, ktoré nie sú poškodené a sú umiestnené čo najďalej od seba (na základné nastavenie). Skontrolujte rozmery v bodoch merania/upevnenia.
- Postupnosť opravy závisí od individuálneho plánu opravy (vrátane všetkých potrebných demontážnych prác).
- Vyčistite spojovacie oblasti.
- Upevnite auto na príslušný stojan tak, aby v ňom nevznikalo napätie.
- Umiestnite jednotky na podpery, aby ste uvoľnili záťaž z tela.
- Vyberte aspoň tri meracie/upevňovacie body, ktoré nie sú poškodené a sú umiestnené čo najďalej od seba (na základné nastavenie).
- Skontrolujte rozmery v bodoch merania/upevnenia.
Úprava: POZNÁMKA: Počas procesu úpravy neustále kontrolujte rozmery a vôle.
Obliekanie tela sa robí vždy v opačnom smere ako je náraz. Úpravy vždy vykonávajte s úplne zmontovaným telom (nepredrežte žiadne prvky). Vykonajte úpravy v niekoľkých fázach. Tým sa eliminuje riziko nadmerného natiahnutia panelov alebo trhania zvarov. Pri každom jednotlivom kroku úpravy sa snažte uvoľniť napätie z častí vystavených ťahovému zaťaženiu údermi hliníkového kladiva (predtým identifikované deformácie, preliačiny, zvary atď.)
POZNÁMKA: Počas obliekania neustále kontrolujte rozmery a vôle.
Obliekanie tela sa robí vždy v opačnom smere ako je náraz. Úpravy vždy vykonávajte s úplne zmontovaným telom (nepredrežte žiadne prvky). Vykonajte úpravy v niekoľkých fázach. Tým sa eliminuje riziko nadmerného natiahnutia panelov alebo trhania zvarov. Pri každom jednotlivom kroku úpravy sa snažte uvoľniť napätie z častí vystavených ťahovému zaťaženiu údermi hliníkového kladiva (predtým identifikované deformácie, preliačiny, zvary atď.)
VAROVANIE: Ultra pevné oceľové prvky použité v A-stĺpiku, B-stĺpiku a hornom páse sa nedajú narovnať.
Narovnávanie
Základné princípy vyrovnávania panelov:
- Pred výmenou akýchkoľvek častí alebo úplnou výmenou panelov karosérie vždy dôkladne skontrolujte, či sa poškodený panel dá vyrovnať.
- Vyrovnanie je zvyčajne najjednoduchší a najhospodárnejší spôsob opravy poškodeného panelu.
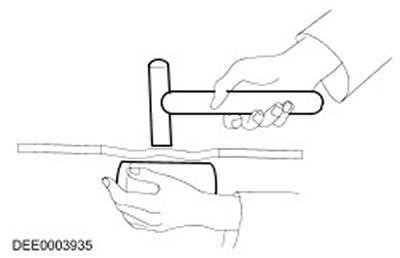
- Hliníkové kladivo a palička Výhoda: nízka pravdepodobnosť pretiahnutia panelu. Používa sa na opravu malých priehlbín v paneloch, ktoré sú prístupné z oboch strán. Tieto dva nástroje na vyrovnávanie panelov sa bežne používajú na "dokončovacie" opravárenské operácie.
- Výhoda: Nízka šanca na pretiahnutie panelu.
- Používa sa na opravu malých priehlbín v paneloch, ktoré sú prístupné z oboch strán.
- Tieto dva nástroje na vyrovnávanie panelov sa bežne používajú na "dokončovacie" opravárenské operácie.
"Tenký" vyrovnávanie pomocou hliníkového kladiva a univerzálnej podkladovej matrice
Pohyblivé kladivo Ak je poškodený panel prístupný iba zvonku, použite na tvarovanie panelu pohyblivé kladivo. Kotúče alebo čapy potrebné na montáž pohyblivého kladiva sú privarené k povrchu, ktorý bol očistený od kovu. Preliačiny v paneli je možné opraviť kontrolovaným použitím pohyblivého kladiva.
- Ak je poškodený panel prístupný iba zvonku, použite pohyblivé kladivo na pretvorenie panelu. Kotúče alebo čapy potrebné na montáž pohyblivého kladiva sú privarené k povrchu, ktorý bol očistený od kovu. Preliačiny v paneli je možné opraviť kontrolovaným použitím pohyblivého kladiva.
Rezanie častí tela
V závislosti od prvkov, ktoré sa majú inštalovať, je potrebné použiť rôzne nástroje na rezanie alebo oddelenie častí tela.
POZNÁMKA: Všetky ostatné komponenty, ako je obloženie, okenné sklo atď., musia byť chránené pred odletujúcimi iskrami.
POZNÁMKA: Uistite sa, že ste správne nastavili hĺbku rezu, aby ste predišli uvoľneniu zvyšku príruby.
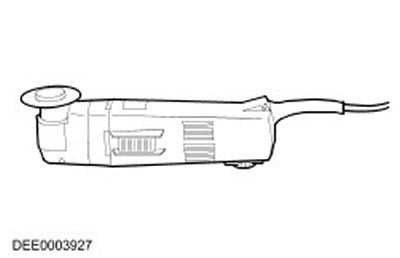
Frézovanie bodových zvarov
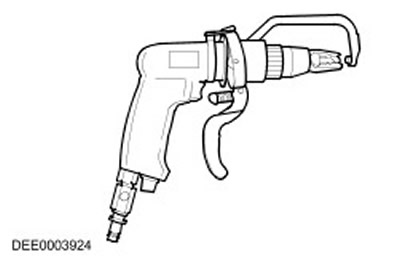
- Brúsny kotúč na tvár
POZNÁMKA: Používajte ochranný odev. Chráňte všetky zraniteľné časti karosérie alebo sklá pred odletujúcimi iskrami. Odstráňte výbušné materiály z pracovného priestoru.
Bodové zvary, ktoré sa nedajú odstrániť frézovaním (priemer > 8 mm), treba zvoliť pomocou koncového brúsneho kotúča. To isté platí pre bodové a konvenčné zvary vyrobené technológiou MIA.
POZNÁMKA: Používajte ochranný odev. Chráňte všetky zraniteľné časti karosérie alebo sklá pred odletujúcimi iskrami. Odstráňte výbušné materiály z pracovného priestoru.
Bodové zvary, ktoré sa nedajú odstrániť frézovaním (priemer > 8 mm), treba zvoliť pomocou koncového brúsneho kotúča. To isté platí pre bodové a konvenčné zvary vyrobené technológiou MIA.
Brúsny kotúč na tvár
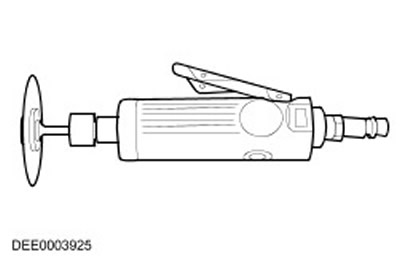
POZNÁMKA: Dávajte pozor, aby ste nepoškodili kovové komponenty, káblové zväzky, hadice atď. umiestnené pod vyrezávaným dielom, ak je to potrebné, predtým ich odstráňte.
Karosárske píly sú všestranné, a preto sa dobre hodia na rezanie častí tela.
Píla s krátkym zdvihom
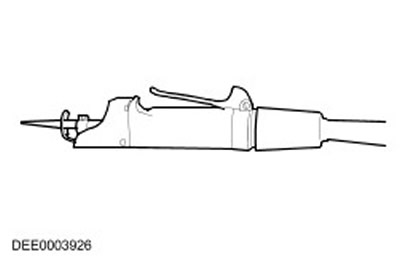
Priama píla Okrem píly s krátkym zdvihom môžete použiť aj priamočiaru pílu. Umožňuje vykonávať úzke a rovné rezy do presne definovanej hĺbky.
Okrem píly s krátkym zdvihom možno použiť aj priamočiaru pílu. Umožňuje vykonávať úzke a rovné rezy do presne definovanej hĺbky.
Vratná píla
Vykonávanie opráv
Kompletná výmena Pri kompletnej výmene je celý poškodený "starý" prvok sa oddelí na svojich spojoch a potom sa celý nainštaluje nový prvok. Obrázok nižšie zobrazuje nový náhradný zadný panel karosérie.
Pri kompletnej výmene je celý poškodený "starý" prvok sa oddelí na svojich spojoch a potom sa celý nainštaluje nový prvok. Obrázok nižšie zobrazuje nový náhradný zadný panel karosérie.
Výmena zadného panelu

Čiastočná výmena Často je technicky a ekonomicky výhodné vykonať čiastočnú výmenu. Dve hlavné kritériá sú po prvé zachovanie pôvodnej konštrukcie karosérie a po druhé zníženie nákladov na opravy na minimum.
Často je z technického a ekonomického hľadiska vhodné vykonať čiastočnú výmenu. Dve hlavné kritériá sú po prvé zachovanie pôvodnej konštrukcie karosérie a po druhé zníženie nákladov na opravy na minimum.
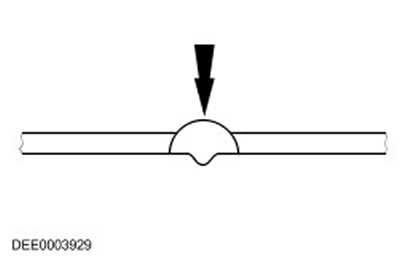
Základná technika čiastočnej výmeny: Tupé spoje Nové a staré diely sú spojené kontinuálnym MIG zvarom. Tupé spoje sa bežne používajú pri čiastočnej výmene prvkov rámu a čapov alebo iných prvkov s krátkymi dĺžkami rezu.
- Tupé kĺby.
- Nové a staré diely sú spojené kontinuálnym MIG zvarom.
- Tupé spoje sa zvyčajne používajú pri čiastočnej výmene prvkov rámu a kolíkov alebo iných prvkov s krátkymi dĺžkami rezu.
Tupý kĺb
POZNÁMKA: Čiastočné náhradné rezy by mali byť čo najkratšie. Rezanie je možné vykonať iba pozdĺž čiar rezu znázornených na schémach opráv. Je zakázané robiť rezy v blízkosti výstuh alebo pozdĺž vopred určených línií ohybu.
Pripravte diely, ktoré zostali na vozidle a nové diely. Pomocou kladiva a tŕňa obnovte pôvodný tvar všetkých spojovacích plôch na zdeformovaných častiach karosérie, ktoré zostali na aute (uistite sa, že tvary zodpovedajú "starý" a nové detaily navzájom). Všetky zostávajúce miesta alebo bežné zvary obrúste pomocou vhodného nástroja. Vystrihnite nové kúsky do tvaru. V prípade potreby vyrazte alebo vyvŕtajte otvory pre zváranie MIG.
POZNÁMKA: Na odstránenie zvyškov farby nepoužívajte zvárací horák (teplo môže spôsobiť deformáciu kovu).
Odizolujte protiľahlé príruby na kov na oboch stranách. Na tento účel nepoužívajte uhlovú brúsku (to môže oslabiť kov a poškodiť vrstvu zinku). Potrebné nástroje: Rotačná drôtená kefa, pásová brúska alebo plastový kotúč. Naneste dostatočné množstvo zváracieho základného náteru na povrchy, ktoré sa majú zvárať. Pred použitím základný náter dôkladne premiešajte.
- Pomocou kladiva a tŕňa obnovte pôvodný tvar všetkých spojovacích plôch na zdeformovaných častiach karosérie, ktoré zostali na aute (uistite sa, že tvary zodpovedajú "starý" a nové detaily navzájom). Všetky zostávajúce miesta alebo bežné zvary obrúste pomocou vhodného nástroja.
- Vystrihnite nové kúsky do tvaru.
- V prípade potreby vyrazte alebo vyvŕtajte otvory pre zváranie MIG.
- Odizolujte protiľahlé príruby na kov na oboch stranách. Na tento účel nepoužívajte uhlovú brúsku (to môže oslabiť kov a poškodiť vrstvu zinku). Potrebné nástroje: Rotačná drôtená kefa, pásová brúska alebo plastový kotúč.
- Naneste dostatočné množstvo zváracieho základného náteru na povrchy, ktoré sa majú zvárať.
- Pred použitím základný náter dôkladne premiešajte.
POZNÁMKA: Na odstránenie zvyškov farby nepoužívajte zvárací horák (teplo môže spôsobiť deformáciu kovu).
POZNÁMKA: Pri používaní aerosólov dávajte pozor, aby ste neznečistili priľahlé oblasti.
Oprava novej časti:
- Nový diel je potrebné presne napasovať na zadané rozmery. Na tento účel sa odporúča použiť nasledujúce nástroje:
- Vyrovnávací stojan
- Univerzálny merací systém
- montážny stojan
- Pravítko alebo zvinovací meter
- V tejto fáze sa nainštalujú všetky prídavné zariadenia karosérie, ktoré si vyžadujú presné nasadenie a inštaláciu, ako sú nárazníky, tesnenia, svetlomety, zadné svetlá a komponenty zostavy blokovania. Nedbalá práca môže viesť k úniku vody, vniknutiu hluku vetra a značnému množstvu práce navyše.
- Skontrolujte zarovnanie okrajov spojovacích častí a skontrolujte rovnosť medzier (porovnaj ľavú a pravú stranu). Dbajte na to, aby ste zachovali tvar auta.
POZNÁMKA: Dodatočná práca sa môže výrazne znížiť, ak sa zarovnávacie a spojovacie operácie vykonávajú s náležitou starostlivosťou.
- V závislosti od situácie je možné upevnenie vykonať nasledujúcimi spôsobmi:
- Svorky (nastaviť)
- Skrutkový terminál (nastaviť)
- Samorezné skrutky
- Tečkované zvary
- Pomocou vhodných nástrojov zarovnajte okraje náhradných odľahčovacích dielov. Okraje sú potom zvarené, aby sa zabezpečilo správne zarovnanie kusov.
Zarovnávanie a lepenie
| Názov položky | Číslo náhradného dielu | Popis |
| 1 | Tečkované zvary | |
| 2 | Zarovnajte pomocou vhodných nástrojov |
- Dlhšie spoje sa zvyčajne vyrábajú pomocou lepiacich zvarov, aby sa zabránilo deformácii panelu. Je dôležité vykonávať stehové zvary v správnom poradí (pozri diagram).
- Zvarte nový diel podľa pokynov v návode na opravu.
Správne poradie bodového zvárania
Preventívne opatrenia
- Elektronické riadiace jednotky namontované na vozidle (ECM) pri vykonávaní opravárenských zváracích prác je potrebné dodržiavať bezpečnostné opatrenia. Intenzívne teplo a vibrácie spojené so zváraním môžu poškodiť elektronické komponenty. Najmä pri demontáži alebo odpájaní riadiacej jednotky SRS je potrebné dodržiavať určité opatrenia (RCM) Ďalšie informácie nájdete v časti Špecifikácie (501-20B)
- Nedovoľte, aby sa elektronické moduly alebo prípojnice dostali do kontaktu "hmotnosť" alebo napájanie zváracej elektródy.
- Pripojte uzemnenie elektrického zváracieho zariadenia priamo k prvku, ktorý sa má zvárať. Uistite sa, že medzi uzemnením a miestom zvárania nie sú žiadne elektrické izolátory.
Kontaktné bodové zváranie
Ak sa pri konštrukcii karosérie použilo odporové bodové zváranie, malo by sa pri výmene dielov podľa možnosti použiť aj bodové zváranie. V týchto nových zvarových spojoch by zvarové body mali byť od seba vzdialené 25 až 30 mm.
Nastavenie zariadenia a výber parametrov zvárania:
- Hardvér: Pri nastavovaní hardvéru postupujte podľa pokynov výrobcu hardvéru. Vyberte si správne držiaky elektród (čo najkratšie). Presne zarovnajte polohu držiakov elektród a hrotov. Hroty elektród musia byť konvexné (predtvarujte pilníkom a dokončite ho brúsnym nástrojom).
- Pri nastavovaní hardvéru postupujte podľa pokynov výrobcu hardvéru.
- Vyberte si správne držiaky elektród (čo najkratšie).
- Presne zarovnajte polohu držiakov elektród a hrotov.
- Hroty elektród musia byť konvexné (predtvarujte pilníkom a dokončite ho brúsnym nástrojom).
- Telo: Uistite sa, že príruby, ktoré sa majú spojiť, presne lícujú. Očistite povrchy, ktoré sa majú spojiť s kovom (dnu a vonku).
- Uistite sa, že príruby, ktoré sa majú pripojiť, presne lícujú.
- Očistite povrchy, ktoré sa majú spojiť s kovom (dnu a vonku).
- Praktické/technologické poznámky: Vykonajte skúšobný zvar na vzorke materiálu pokrytej zváracou pastou. Ak sa medzi držiakmi elektród nachádzajú nejaké kovové prvky, povedie to k zníženiu indukcie a následne k strate výkonu (upraviť aktuálne nastavenia). Pre vysokopevnostné a ultrapevné ocele je potrebné zvoliť individuálne nastavenie výkonu. Opätovné zváranie starých zvarov má za následok nekvalitné zvary. Hroty elektród držte v uhle ku kontaktnej ploche čo najbližšie k 90°. Elektródy fungujú najlepšie, ak sú konvexné. Pravidelne čistite kontaktnú plochu elektród.
- Na vzorke materiálu pokrytej zváracou pastou urobte skúšobný zvar.
- Ak sa medzi držiakmi elektród nachádzajú nejaké kovové prvky, povedie to k zníženiu indukcie a následne k strate výkonu (upraviť aktuálne nastavenia).
Zváracie zariadenia používané na opravy karosérií moderných vozidiel Land Rover musia zabezpečiť spoľahlivé zváranie pozinkovaných panelov z vysokopevnostnej ocele, pozostávajúcich z troch a viacerých vrstiev s celkovou hrúbkou do 5 mm. Ak odporové zváracie zariadenie nespĺňa tieto požiadavky, musí sa z bezpečnostných dôvodov použiť elektrické nitovacie zváranie Elektrické charakteristiky (prúd, odpor, teplo) Zariadenie na bodové zváranie sa líši v závislosti od typu zariadenia. Preto, aby sa zabezpečil skutočný výkon zváracieho procesu, je dôležité dodržiavať pokyny výrobcu zariadenia.
Zváranie MIG/MAG
Nastavenie zariadenia a výber parametrov zvárania:
- Akékoľvek spoje vyrobené pri výrobe vozidla technológiou MIG / MAG musia byť počas procesu opravy spojené zváraním rovnakou technológiou. Okrem toho by sa počas procesu opravy mali jednotlivé body odporového zvárania nahradiť korkovými zvarmi.
- Čiastočná výmena bodov odporového zvárania za korkové zvary (viď vyššie) vyrábané aj so sťaženým prístupom alebo chýbajúcim vybavením pre kontaktné zváranie pri hrúbkach nad 3 mm. To však vedie k predĺženiu času na dokončenie operácie, a teda k zvýšeniu požiadaviek na ochranu proti korózii.
- Opravy zvárania je možné správne vykonať len vtedy, ak sú zariadenia a všetky parametre zvárania správne nastavené.
- Zariadenie: Zariadenie nastavte v súlade s pokynmi výrobcu. Hadice nesmú byť skrútené. Jadro nesmie byť znečistené abrazívnymi časticami. Plynové trysky nesmú byť upchaté troskou a vodným kameňom. Venujte pozornosť kvalite elektródového drôtu a spotrebe plynu.
- Zariadenie nastavte v súlade s pokynmi výrobcu.
- Hadice nesmú byť skrútené.
- Jadro nesmie byť znečistené abrazívnymi časticami.
- Plynové trysky nesmú byť upchaté troskou a vodným kameňom.
- Venujte pozornosť kvalite elektródového drôtu a spotrebe plynu.
- Telo: Uistite sa, že spojovacie plochy správne dosadajú. Očistite povrch v mieste spojenia až po kov. Zabezpečte správne vzdialenosti (tvorba koreňa švu).
- Uistite sa, že povrchy, ktoré sa majú spojiť, sú správne zarovnané.
- Očistite povrch v mieste spojenia až po kov.
- Zabezpečte správne vzdialenosti (tvorba koreňa švu).
- Poznámky k metodológii / technológii:
- Pripojte uzemňovací kábel v blízkosti miesta zvárania (uistite sa, že kvalita kontaktu je dobrá). Pri použití zástrčkového zvaru pre vysokokvalitné prenikanie je potrebné začať zvárať od spodného panelu.
- Pripojte uzemňovací kábel v blízkosti miesta zvárania (uistite sa, že kvalita kontaktu je dobrá).
- Pri použití zástrčkového zvaru pre vysokokvalitné prenikanie je potrebné začať zvárať od spodného panelu.
POZNÁMKA: Zvýšené teplo pri zváraní MIG ničí zvarový základný náter/zinok na väčšej ploche ako odporové bodové zváranie, čo vedie k zvýšeným mzdovým nákladom pri následnej aplikácii antikorózneho náteru.
POZNÁMKA: Vždy by sa mal vykonať skúšobný zvar, aby sa zabezpečilo, že sa zvar nepripojí iba k povrchu.
POZNÁMKA: Zvýšené teplo pri zváraní MIG ničí zvarový základný náter/zinok na väčšej ploche ako odporové bodové zváranie, čo vedie k zvýšeným mzdovým nákladom pri následnej aplikácii antikorózneho náteru.
POZNÁMKA: Vždy by sa mal vykonať skúšobný zvar, aby sa zabezpečilo, že sa zvar nepripojí iba k povrchu.
Zváranie elektrickými nitmi (korkový zvar)
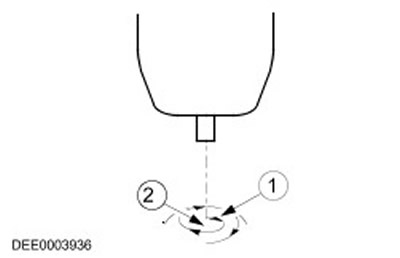
| Názov položky | Číslo náhradného dielu | Popis |
| 1 | Smer zvárania: kruhový pohyb, zvnútra von | |
| 2 | Počiatočný bod zvaru: stred otvoru na spodnom paneli |
Lepiace zasklenie
- Čelné sklo, bočné okná a sklá batožinového priestoru sú pripevnené lepidlom priamo na rámy okien karosérie a dvere batožinového priestoru.
- Okenné tabule sa týmto spôsobom upevňujú predovšetkým kvôli pevnosti lepeného spoja. Lepiace presklenie dodáva karosérii dodatočnú torznú tuhosť.
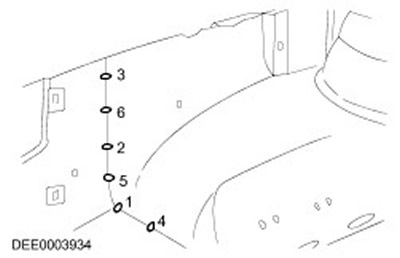
Montáž nalepovacieho skla
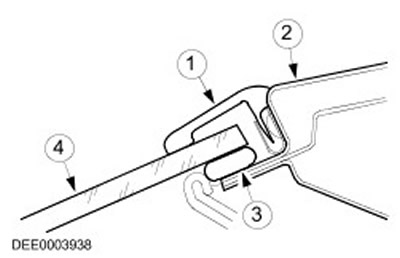
| Názov položky | Číslo náhradného dielu | Popis |
| 1 | Gumový pásik | |
| 2 | okenný rám | |
| 3 | Lepidlo | |
| 4 | okenné sklo |
Demontáž a montáž okien s lepeným sklom
Preventívne opatrenia
Aby ste predišli zraneniu, dodržujte nasledujúce bezpečnostné opatrenia:
- Používajte ochranné rukavice.
- Používajte ochranné okuliare.
- Pred rezaním okna s lepeným sklom uvoľnite a odstráňte všetky ohrozené nástavce nachádzajúce sa v oblasti rezu, ako sú ozdobné panely a ozdobné lišty, ako aj všetky elektrické spoje.
- Zatvorte všetky natreté oblasti v blízkosti okna.
- Odstráňte prebytočné lepidlo, pretože to uľahčuje rezanie skla.
- Okuliare upevnite vertikálne, aby ste zabránili ich vypadnutiu.
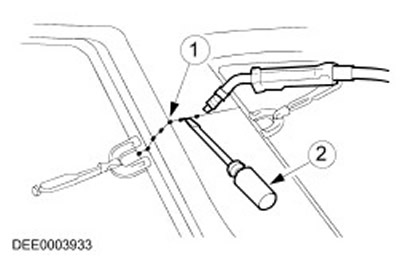
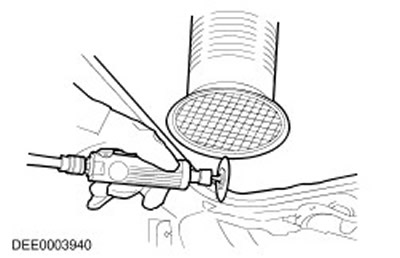
- Rezanie na guľôčke lepidla vykonávajte na ľahko dostupných miestach pomocou rezacieho nástroja.
- Opatrne veďte rezací nástroj po obvode okna a prerežte guľôčku lepidla.
- Nedotýkajte sa rámu okna a príruby karosérie.
- Použite špeciálne "prísavné podložky", na odstránenie skla z okenného otvoru.
- Postupujte podľa pokynov výrobcu.
- Zvyšnú pásku lepidla na kovovej prírube orežte na zvyškovú výšku cca 1 mm. Potom sa nedotýkajte ani nečistite reznú plochu.
- Opatrne opravte všetky poškodenia laku (naneste základný a vrchný náter).
- V prípade potreby vymeňte zarážky okien.
- Naneste rovnomerný pásik lepidla na okno alebo prírubu karosérie.
- Vložte sklo do otvoru okna a vycentrujte ho (Potrební 2 mechanici).
- Skontrolujte medzery.
- Aby sklo nevypadlo, použite lepiacu pásku.
POZNÁMKA: Kým lepidlo na okne zasychá, otvorte okná a dvere a nehýbte autom (zabuchnutie dverí vytvára nadmerný tlak, ktorý môže uvoľniť upevňovacie prvky okna).
Záverečné operácie:
- Pripojte všetky elektrické pripojenia a skontrolujte správnu činnosť komponentov.
- Nainštalujte nástavce a skontrolujte presnosť a spoľahlivosť upevnenia. Vykonajte vizuálnu kontrolu, aby ste sa uistili, že medzery a spoje sú rovnomerné.
- Vykonajte vizuálnu kontrolu, aby ste sa uistili, že medzery a spoje sú rovnomerné.
- Úplne vyčistite okenné sklo.
Ochranné prostriedky a bezpečnosť práce
Pri vykonávaní opráv sa musia dodržiavať bezpečnostné a regulačné požiadavky. Povinné je dodržiavanie všetkých predpisov o ochrane práce a bezpečnosti.
Bezpečnostné opatrenia pri zváraní
- Aby ste predišli riziku zranenia, dodržujte nasledujúce opatrenia:
- Zváračská maska (ochrana tváre)
- Ochranný štít
- Ochranné rukavice
- Bezpečnostné topánky
- Odsávač splodín pri zváraní
- Zváranie by sa malo vždy vykonávať v dobre vetranom priestore. Hasiaci prístroj musí byť vždy v dosahu.
Všeobecné bezpečnostné pravidlá pre opravu karosérie
Sania
- Tesniaci prostriedok, ochrana podvozku atď. sa nesmie spaľovať otvoreným ohňom. To má za následok uvoľňovanie toxických plynov. Napríklad pri spaľovaní PVC sa uvoľňujú plyny obsahujúce kyselinu chlorovodíkovú. Z tohto dôvodu pri brúsení, zváraní alebo spájkovaní vždy používajte správne odsávanie.
- Pri práci s materiálmi, ktoré obsahujú rozpúšťadlá, vždy zaistite dobré vetranie, používajte ochranu dýchacích ciest a odsávacie zariadenie.
- Pri rezaní, brúsení alebo vyrovnávaní kovu by ste mali vždy používať ochranu sluchu hladina hluku môže dosiahnuť alebo dokonca prekročiť 85-90 dB (A).
- Pri odstraňovaní dielov z auta namontovaného na výťahu sledujte zmeny polohy jeho ťažiska. Pri prvom umiestňovaní vozidla na výťah si všimnite, že môže byť potrebné zabezpečiť ho, aby sa zabránilo jeho prevráteniu.
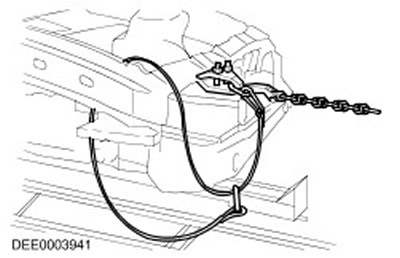
- Pri vyrovnávaní by reťaze a svorky reťaze mali byť zaistené bezpečnostnými lankami.
Bezpečnostný drôt
Príprava na maľovanie
Pred opravou laku vozidlo dôkladne očistite parným čističom alebo tlakovým čističom.
Bezprostredne pred nanesením farby umyte opravené miesta jemným roztokom čistiaceho prostriedku vo vode a utrite rozpúšťadlom.
Dbajte na to, aby ste poškodené miesta očistili až po kov a čistená oblasť by mala presahovať hranice poškodenej oblasti. Naleptajte holé kovové povrchy fosfátovým základným náterom, aby ste odstránili všetku zvyšnú hrdzu a pripravte základ pre nové nátery. Poškodený povrch ošetrite buď samotným kyslým základným náterom a dvojzložkovým tmelom alebo kombináciou kyslého základného náteru/plniva a naneste dvojzložkový náter. Po nanesení farby ošetrite nenatreté povrchy schváleným voskom na dutiny.
UPOZORNENIE: Pri príprave náteru nárazníkov dávajte pozor, aby ste nepoškodili snímače PDC. Ak je to možné, odstráňte iba priehľadný náter. Pri lakovaní snímačov PDC nenanášajte príliš veľa farby, pretože to môže zhoršiť ich výkon.
UPOZORNENIE: Pri použití termosetovej farby nesmie teplota spracovania prekročiť 65°C (149°F). Prekročenie tejto teploty môže zdeformovať reflektory predných a zadných svetiel a poškodiť ostatné komponenty.
Komentáre k tomuto článku