- Сви спојеви направљени током производње возила МИГ/МАГ технологијом морају бити повезани заваривањем по истој технологији током процеса поправке. Поред тога, током процеса поправке, појединачне контактне тачке заваривања морају бити замењене електричним заковицама.
- Замена тачака отпорног заваривања електричним заковицама (види горе) произведено са отежаним приступом или недостатком опреме за отпорно заваривање на дебљинама преко 3 мм. Али то доводи до повећања времена за завршетак операције и, сходно томе, до повећања захтева за заштиту од корозије.
- Поправке заваривања могу се правилно извршити само ако су опрема и сви параметри заваривања правилно подешени.
Опрема:
- Поставите опрему у складу са упутствима произвођача.
- Црева се не смеју увијати.
- Држач не сме бити без честица жице електроде.
- Гасне млазнице не смеју бити запушене шљаком и каменцем.
- Пратите квалитет електрода за заваривање и потрошњу гаса.
Тело:
- Проверите квалитет површина које се спајају.
- Припремите голу металну површину на споју.
- Обезбедите исправне зазоре (формирање корена шава).
Напомене о методологији/технологији:
НАПОМЕНА: Повећана топлота код МИГ заваривања уништава слој прајмера/цинка на већој површини од отпорног тачкастог заваривања, што доводи до повећаних трошкова рада за накнадну наношење антикорозивног премаза.
НАПОМЕНА: Увек треба направити пробни завар како би се осигурало да се завар не спаја само са површином.
Повежите кабл за уземљење близу места заваривања (уверите се да је квалитет контакта добар).
Када користите електричне заковице за висококвалитетно продирање, морате започети заваривање са доње плоче.
Заваривање електричним заковицама
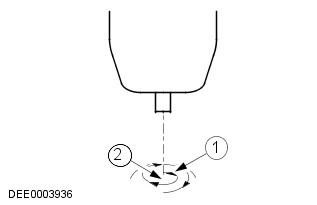
| Пос. | резервни део бр | Име |
| 1 | - | Смер заваривања: кружно кретање, изнутра ка споља |
| 2 | - | Почетна тачка заваривања: центар рупе на доњој плочи |
Коментари на овај чланак