Zdejmowanie panelu
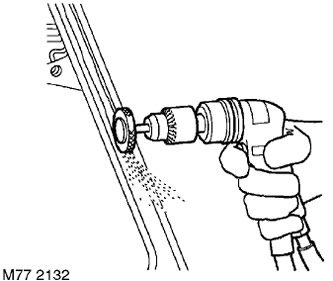
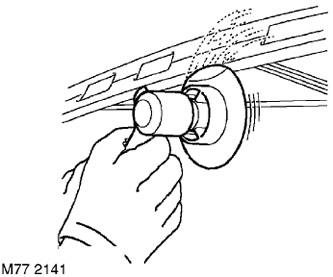
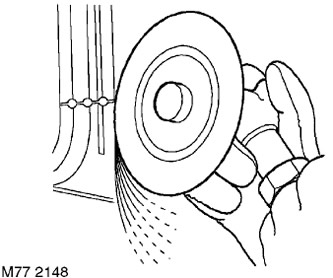
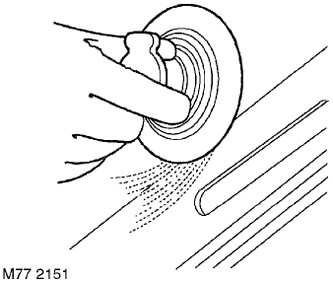
1. Uzyskaj dostęp do obszaru zgrzewania punktowego. W przypadku spoin punktowych ukrytych pod powłoką należy użyć tarczy ściernej lub szczotki drucianej zamontowanej na wiertarce pneumatycznej lub zwykłej ręcznej szczotki drucianej.
UWAGA: Na powierzchni nadkoli konieczne może być zmiękczenie powłoki ochronnej opalarką, aby uzyskać dostęp do zgrzewu punktowego.
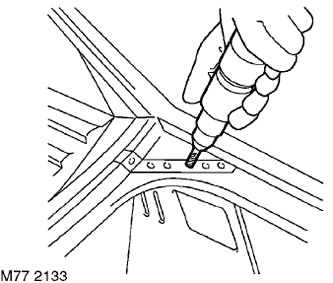
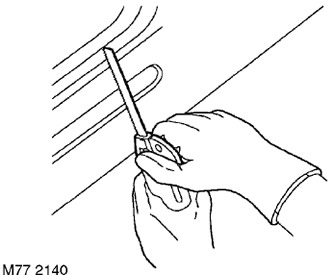
2. Wywierć miejsca spawania wiertłem kobaltowym.
3. W tym celu można użyć zaciskowego narzędzia do usuwania spawów punktowych.
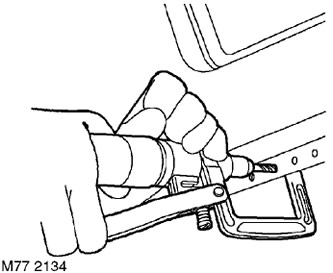
4. Wytnij uszkodzony obszar panelu piłą pneumatyczną.
UWAGA: W przypadku niektórych połączeń paneli łączonych spawaniem lub lutowaniem w osłonie gazów obojętnych, spawanie lub lutowanie należy w miarę możliwości usunąć narzędziem ściernym przed cięciem panelu.
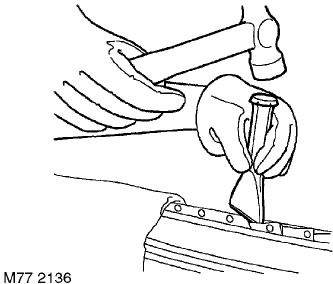
5. Zdemontować zgrzew punktowy i usunąć pozostały uszkodzony panel za pomocą młotka, przebijaka, dłuta i szczypiec.
Przygotowanie starych powierzchni
1. Przeszlifuj wszystkie łączenia paneli do uzyskania gładkiego, metalicznego połysku za pomocą narzędzia ściernego z paskiem.
UWAGA: Przed demontażem użyj pistoletu na gorące powietrze, aby usunąć wszelkie pozostałości mastyksu uszczelniającego, aby zmniejszyć ryzyko powstawania toksycznych oparów podczas podgrzewania metalu.
Uwaga: Z tego sprzętu należy korzystać ostrożnie, unikając intensywnego nagrzewania części.
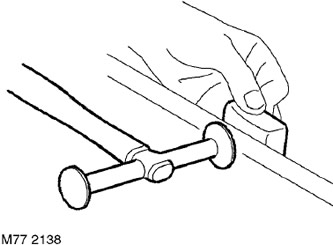
2. Wyprostuj połączenie starego panelu za pomocą podkładki i młotka.
OSTRZEŻENIE: Nigdy nie używaj tego samego narzędzia do stali i aluminium. Narzędzia stalowe należy przechowywać oddzielnie od narzędzi aluminiowych.
Przygotowanie nowych powierzchni współpracujących
1. Zaznacz fragment nowego panelu i przytnij go na wymiar, pozostawiając około 50 mm naddatku na zakrycie złącza istniejącego panelu. Sprawdź, czy nowy panel lub obszar jest wyrównany z sąsiednimi panelami (na przykład panel boczny musi pasować do drzwi lub pokrywy bagażnika). Zamocuj nowy panel za pomocą zacisków.
2. Dotnij stare i nowe panele, aby uzyskać żądany kształt spoiny. Usuń wszystkie zaciski i usuń złom.
3. Przygotuj krawędzie łączenia nowego panelu, szlifując je do uzyskania metalicznego połysku. Należy to zrobić zarówno na zewnątrz, jak i wewnątrz.
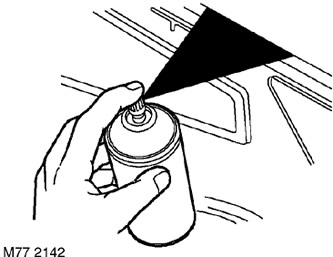
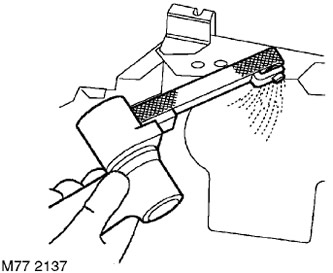
4. Nałożyć odpowiednią masę szpachlową na spoiny za pomocą pędzla lub sprayu.
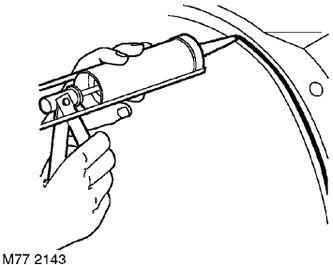
5. Nałożyć pastę uszczelniającą na powierzchnie styku panelu.
Instalacja i wyrównanie
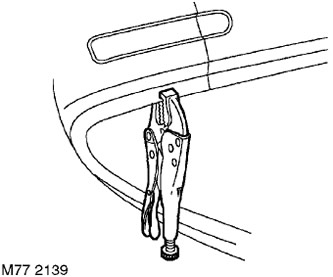
1. Zamocuj nowy panel i wyrównaj go z pasującym panelem. Zabezpiecz panel, który ma być zainstalowany, za pomocą specjalnych klipsów spawalniczych. W przypadku konieczności wykonania spoiny żeńskiej należy zamontować element ustalający na krawędzi starego panelu lub zamontować zacisk za złączem.
UWAGA: W przypadkach, gdy mocowanie panelu za pomocą zacisków spawalniczych jest trudne, należy skleić części przez spawanie.
Spawalniczy
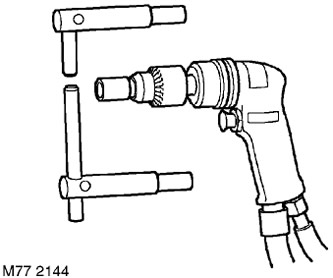
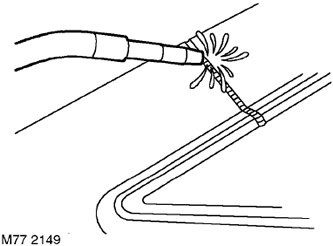
1. Wybierz sprzęt do zgrzewania punktowego i użyj obcinaka końcowego, aby ukształtować końce elektrod. Średnica końca elektrody powinna być równa dwukrotności grubości spawanej blachy plus 3,0 mm.
UWAGA: Stosować elektrody nie dłuższe niż 300 mm
UWAGA: Aby zachować skuteczność spawania, konieczne jest okresowe czyszczenie i kształtowanie końcówek elektrod.
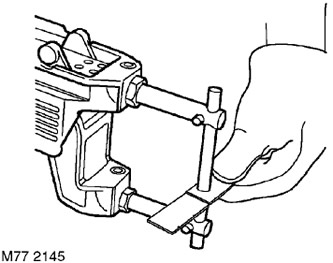
2. Zamontować uchwyty spawalnicze i przy pomocy fragmentu spawanych materiałów sprawdzić działanie sprzętu. W przypadku braku specjalnego sprzętu testowego sprawdź wytrzymałość spoiny. Kiedy siła jest przykładana do oddzielnych spawanych części, metal wokół punktu spawania musi pęknąć przed punktem spawania.
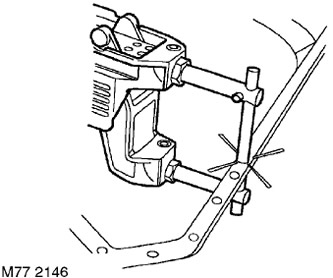
3. Jeśli pozwala na to dostęp do części, należy zastosować sprzęt do zgrzewania oporowego. Jeśli to możliwe, użyj monitora spawalniczego, aby sprawdzić jakość spoiny.
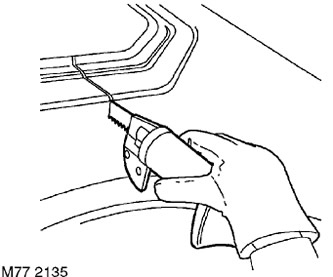
4. Skleić panele, które mają być połączone spawaniem w osłonie gazów obojętnych iw razie potrzeby sprawdzić dopasowanie i dopasowanie krawędzi. Odstępy między punktami spawania powinny minimalizować wyboczenie. Do sprawdzenia możesz użyć piły do metalu.
5. Oczyść spawy tarczą ścierną 36 lub, jeśli dostęp jest utrudniony, taśmą do ściągania izolacji.
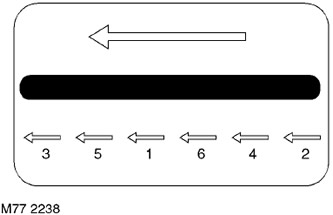
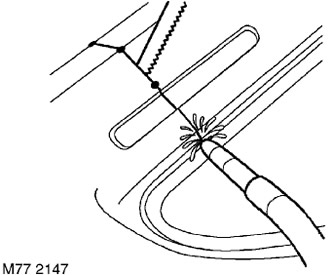
6. Połączenie metodą przerywanego spawania w osłonie gazów obojętnych. W przypadku długich szwów spawalniczych spawanie w osłonie gazów obojętnych generuje dużą ilość ciepła, co może powodować wypaczanie i odkształcanie paneli. Aby uniknąć utraty kształtu, podziel długość szwu na małe odcinki, jak pokazano na rysunku. Strzałki pokazują kierunek spawania.
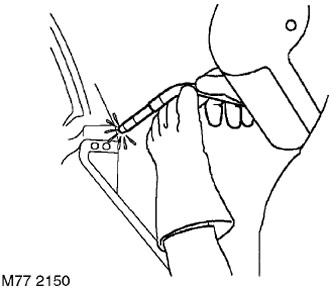
7. Zgrzewanie punktowe z gazem obojętnym należy zawsze wykonywać, jeżeli grubość spawanych blach lub utrudniony dostęp uniemożliwiają zgrzewanie punktowe. Zgrzewanie czopowe można wykonać wykorzystując otwory pozostałe po wywierceniu zgrzewania punktowego lub poprzez specjalnie wywiercone lub wytłoczone otwory o średnicy około 8 mm.
8. Oczyścić spawy tarczą ścierną 36 i/lub taśmą do ściągania izolacji i/lub szczotką drucianą. W procesie zdejmowania izolacji staraj się czyścić jak najmniej miejsca, aby zachować galwanizację metalu.
9. Wykonaj wszystkie dalsze operacje uszczelniania połączeń.
PRACE REMONTOWE, obróbka fabryczna.
Komentarze do tego artykułu