Stale dzieli się na kilka grup według wytrzymałości na rozciąganie i granicy plastyczności (siła potrzebna do plastycznego odkształcenia materiału).
Wytrzymałość
Granica plastyczności określa siłę, przy której metal traci swoją elastyczność i zaczyna się odkształcać plastycznie bez późniejszego przywrócenia kształtu.
Wytrzymałość na rozciąganie
Wytrzymałość na rozciąganie określa siłę, przy której rozciągana próbka pęka.
Stal duplex (DP) mogą spełniać zarówno klasyfikację VHSS, jak i klasyfikację EHSS, w zależności od marki.
| gatunek stali | Wytrzymałość |
| Łagodna stal niskowęglowa (MS) | Granica plastyczności do 180 MPa |
| stal o wysokiej wytrzymałości (HSS) | Stal o granicy plastyczności do 280 MPa |
| Stal o wysokiej wytrzymałości o podwyższonej granicy plastyczności (VHSS) | Stal o granicy plastyczności do 380 MPa |
| Stal o dużej wytrzymałości (EHSS) | Stal o granicy plastyczności do 800 MPa |
| Ultra mocna stal (UHSS) | Stal o granicy plastyczności powyżej 800 MPa |
Spawanie stali o bardzo wysokiej wytrzymałości
Spawanie stali o ultra wysokiej wytrzymałości wymaga użycia sprzętu spawalniczego o następujących parametrach spawania.
Lutowanie twarde w środowisku gazu obojętnego
Podczas lutowania w osłonie gazów obojętnych należy używać następującego typu spawarki, która odpowiada podanej specyfikacji: Fronius Trans Plus Synergic 2700 4 R/Z/AL Spawarka MIG z drutem CuSi3 (DIN 1733) o średnicy 1,0 mm i przy użyciu kroku 4, co odpowiada prądowi 92 A i prędkości posuwu 4,6 m/min. Gaz osłonowy L1 = czysty argon (DIN 439).
Stale stosowane w budowie karoserii:
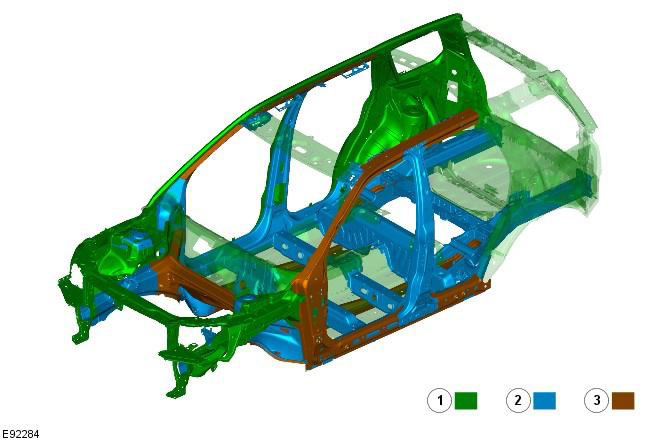
| Element | gatunek stali |
| 1 | Miękki (niskoemisyjne) stal (SS) |
| 2 | stal o wysokiej wytrzymałości (HSS) |
| 3 | Stal o dużej wytrzymałości (EHSS) |
UWAGA: Opcjonalne zastosowanie stali DP600 (EHSS) V "rama pierścienia" wzmocnienia w panelach bocznych oraz w tylnych i przednich podłużnicach zapewniają większą wytrzymałość podczas zderzenia czołowego lub bocznego.
UWAGA: Podczas instalowania zewnętrznych paneli bocznych, stojaków "A", "W", panel progowy i tylny panel boczny, rowki muszą być przylutowane na twardo w miejscu, w którym elementy te stykają się z wewnętrznymi panelami wzmacniającymi.
UWAGA: Rozmiar rowka 20mm x 8mm, rozstaw rowków 30mm. Rowki należy wykonać zgodnie z tym odstępem. Jeżeli nie jest to możliwe ze względu na wgniecenia w panelu, należy wykonać rowek w miejscu pierwotnego zgrzewu punktowego.
Panel boczny
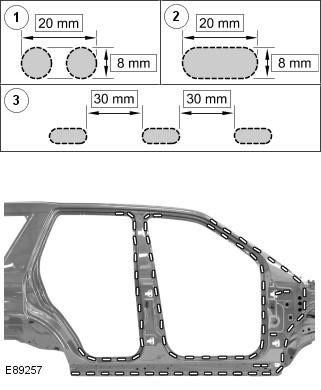
| Element | Nazwa |
| 1 | Aby wykonać podstawę dla rowka, wywierć 2 otwory o średnicy 8 mm. |
| 2 | Wykonaj rowek o wymiarach 20 mm x 8 mm |
| 3 | Odległość między rowkami powinna wynosić 30 mm |
UWAGA: Lutowanie w środowisku ochronnym odbywa się w temperaturze 650°C - 950°C. Aby ultra mocna stal nie straciła swoich właściwości temperatura nie powinna przekraczać 950°C.
Lutowanie rowków spawarką Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG drutem CuSi3 (DIN 1733) o średnicy 1,0 mm i przy użyciu kroku 4, co odpowiada prądowi 92 A i prędkości posuwu 4,6 m/min. Gaz osłonowy L1 = czysty argon (DIN 439).
Wyszlifuj nakładkę w rowku szlifierką taśmową, używając taśmy o ziarnistości 60/80.
Komentarze do tego artykułu