- Wszelkie złącza wykonane podczas produkcji pojazdu w technologii MIG/MAG muszą być połączone przez spawanie tą samą technologią podczas procesu naprawy. Ponadto podczas procesu naprawy należy wymienić poszczególne punkty zgrzewania stykowego na nity elektryczne.
- Wymiana punktów zgrzewania oporowego na nity elektryczne (patrz wyżej) produkowane z utrudnionym dostępem lub brakiem sprzętu do zgrzewania oporowego na grubościach powyżej 3 mm. Prowadzi to jednak do wydłużenia czasu zakończenia operacji, a tym samym do wzrostu wymagań dotyczących ochrony przed korozją.
- Naprawy spawalnicze mogą być przeprowadzane prawidłowo tylko wtedy, gdy sprzęt i wszystkie parametry spawania są prawidłowo ustawione.
Sprzęt:
- Ustaw sprzęt zgodnie z instrukcjami producenta.
- Węże nie mogą być skręcone.
- Uchwyt musi być wolny od cząstek drutu elektrodowego.
- Dysze gazowe nie mogą być zatkane żużlem i zgorzeliną.
- Monitoruj jakość elektrod spawalniczych i zużycie gazu.
Ciało:
- Sprawdź jakość łączonych powierzchni.
- Przygotuj odsłoniętą metalową powierzchnię w miejscu łączenia.
- Zapewnić prawidłowe odstępy (tworzenie korzenia szwu).
Uwagi dotyczące metodologii / technologii:
UWAGA: Podwyższone ciepło podczas spawania MIG niszczy podkład spawalniczy/warstwę cynku na większym obszarze niż punktowe zgrzewanie oporowe, co powoduje zwiększenie kosztów robocizny związanej z późniejszym nałożeniem powłoki antykorozyjnej.
UWAGA: Zawsze należy wykonać spoinę próbną, aby upewnić się, że spoina nie tylko łączy się z powierzchnią.
Podłącz przewód uziemiający w pobliżu miejsca spawania (upewnij się, że jakość kontaktu jest dobra).
Używając nitów elektrycznych do wysokiej jakości penetracji, musisz rozpocząć spawanie od dolnego panelu.
Spawanie nitami elektrycznymi
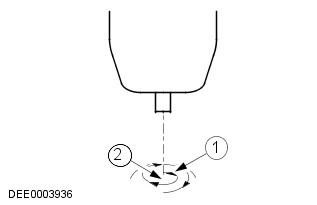
| Poz. | część zamienna nr | Nazwa |
| 1 | - | Kierunek spawania: ruch okrężny, od wewnątrz na zewnątrz |
| 2 | - | Punkt początkowy spoiny: środek otworu na dolnym panelu |
Komentarze do tego artykułu