Čelici se prema vlačnoj čvrstoći i granici tečenja dijele u nekoliko skupina (sila potrebna za plastičnu deformaciju materijala).
Čvrstoća popuštanja
Granica razvlačenja određuje silu pri kojoj metal gubi svoju elastičnost i počinje se plastično deformirati bez naknadne obnove oblika.
Vlačna čvrstoća
Vlačna čvrstoća određuje silu pri kojoj se vlačni uzorak lomi.
Duplex čelik (DP) može zadovoljiti i VHSS klasifikaciju i EHSS klasifikaciju, ovisno o marki.
| stupanj čelika | Čvrstoća popuštanja |
| Blagi niskougljični čelik (MS) | Granica razvlačenja do 180 MPa |
| čelik visoke čvrstoće (HSS) | Čelik s granicom razvlačenja do 280 MPa |
| Čelik visoke čvrstoće s povećanom granicom razvlačenja (VHSS) | Čelik s granicom razvlačenja do 380 MPa |
| Čelik za teške uvjete rada (EHSS) | Čelik s granicom razvlačenja do 800 MPa |
| Ultra čvrsti čelik (UHSS) | Čelik s granicom razvlačenja preko 800 MPa |
Zavarivanje čelika ultra visoke čvrstoće
Zavarivanje čelika ultra visoke čvrstoće zahtijeva upotrebu opreme za zavarivanje koja ima sljedeće parametre zavarivanja.
Tvrdo lemljenje u okruženju inertnog plina
Kada izvodite lemljenje inertnim plinom, koristite sljedeću vrstu aparata za zavarivanje koji zadovoljava navedene specifikacije: Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG aparat za zavarivanje, sa CuSi3 žicom (DIN 1733) promjera 1,0 mm i korištenjem koraka 4, što odgovara struji od 92 A i brzini dodavanja od 4,6 m/min. Zaštitni plin L1 = čisti argon (DIN 439).
Čelici korišteni u konstrukciji karoserije:
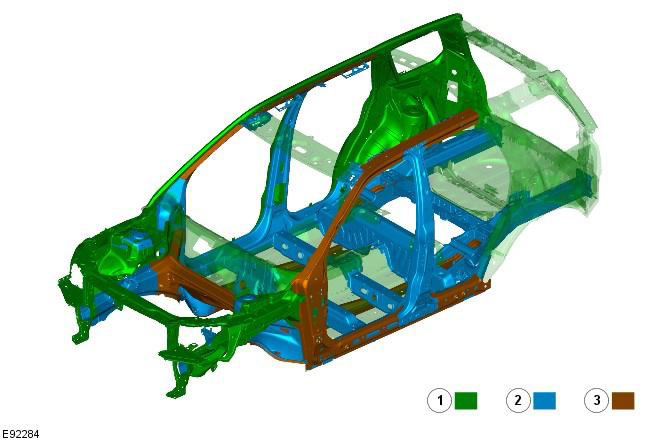
| Element | stupanj čelika |
| 1 | Meko (niske razine ugljika) željezo (SS) |
| 2 | čelik visoke čvrstoće (HSS) |
| 3 | Čelik za teške uvjete rada (EHSS) |
NAPOMENA: Opcijska upotreba čelika DP600 (EHSS) V "prstenasti okvir" pojačanja u bočnim stranicama te u stražnjim i prednjim bočnim nosačima pružaju veću čvrstoću u frontalnom ili bočnom udaru.
NAPOMENA: Prilikom postavljanja vanjskih bočnih ploča, nosača "A", "U", ploči praga i stražnjoj bočnoj ploči, utori moraju biti tvrdo zalemljeni na mjestima gdje se ovi elementi susreću sa svojim unutarnjim pločama za pojačanje.
NAPOMENA: Veličina utora 20 mm x 8 mm, razmak između utora 30 mm. U skladu s ovim intervalom treba napraviti žljebove. Gdje to nije moguće zbog udubljenja na ploči, potrebno je napraviti utor na mjestu izvornog točkastog zavara.
Bočna ploča
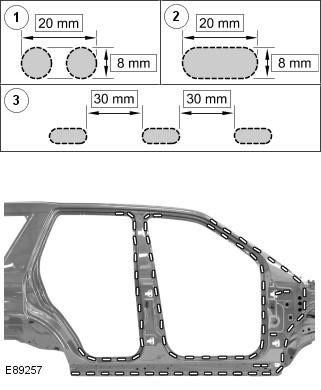
| Element | Ime |
| 1 | Da biste napravili bazu za utor, izbušite 2 rupe od 8 mm. |
| 2 | Napravite utor 20 mm x 8 mm |
| 3 | Razmak između utora treba biti 30 mm |
NAPOMENA: Lemljenje u zaštitnom okruženju provodi se na temperaturi od 650°C - 950°C. Kako ultračvrsti čelik ne bi izgubio svoja svojstva, temperatura ne smije prelaziti 950°C.
Zalemite žljebove s Fronius Trans Plus Synergic 2700 4 R/Z/AL MIG aparatom za zavarivanje, s CuSi3 žicom (DIN 1733) promjera 1,0 mm i korištenjem koraka 4, što odgovara struji od 92 A i brzini dodavanja od 4,6 m/min. Zaštitni plin L1 = čisti argon (DIN 439).
Izbrusite sloj u utoru tračnom brusilicom pomoću trake granulacije 60/80.
Komentari na ovaj članak