- Svi spojevi napravljeni tijekom proizvodnje vozila MIG/MAG tehnologijom moraju biti spojeni zavarivanjem istom tehnologijom tijekom procesa popravka. Osim toga, tijekom postupka popravka, pojedine kontaktne točke zavarivanja moraju se zamijeniti električnim zakovicama.
- Zamjena točaka otpornog zavarivanja električnim zakovicama (vidi gore) proizvedene s otežanim pristupom ili nedostatkom opreme za otporno zavarivanje na debljinama preko 3 mm. Ali to dovodi do povećanja vremena za dovršetak operacije, a time i do povećanja zahtjeva za zaštitu od korozije.
- Popravci zavarivanja mogu se pravilno izvesti samo ako su oprema i svi parametri zavarivanja pravilno podešeni.
Oprema:
- Postavite opremu u skladu s uputama proizvođača.
- Crijeva se ne smiju uvijati.
- Držač mora biti bez čestica žice elektrode.
- Plinske mlaznice ne smiju biti začepljene troskom i kamencem.
- Pratite kvalitetu elektroda za zavarivanje i potrošnju plina.
Tijelo:
- Provjerite kvalitetu površina koje se spajaju.
- Pripremite golu metalnu površinu na spoju.
- Osigurajte točne razmake (formiranje korijena šava).
Napomene o metodologiji/tehnologiji:
NAPOMENA: Povećana toplina kod MIG zavarivanja uništava temeljni sloj zavara/sloj cinka na većem području od otpornog točkastog zavarivanja, što dovodi do povećanja troškova rada za naknadnu primjenu antikorozivnog premaza.
NAPOMENA: Uvijek treba napraviti probni zavar kako bi se osiguralo da se zavar ne spaja samo s površinom.
Spojite kabel za uzemljenje u blizini mjesta zavarivanja (provjerite je li kvaliteta kontakta dobra).
Kada koristite električne zakovice za visokokvalitetno prodiranje, morate započeti zavarivanje od donje ploče.
Zavarivanje električnim zakovicama
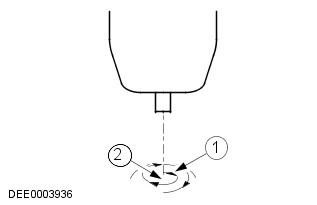
| poz. | rezervni dio br | Ime |
| 1 | - | Smjer zavarivanja: kružno kretanje, iznutra prema van |
| 2 | - | Početna točka zavarivanja: središte rupe na donjoj ploči |
Komentari na ovaj članak