CAUTION: The rear side panel must be MIG brazed to the internal reinforcement of the bottom trim panel, which is made of DP600 steel (duplex steel). MIG welding / spot welding must not be used in this area.
NOTE: The rear side panel is serviced as a separate welded panel.
NOTE: Inside this panel are NVH elements, they are not serviceable on the new panel. If damaged, a new item will be required.
Removing
1. In combination with the rear side panel, replaces:
- rear bumper cover
- Backdoor
- Rear side window glass
- headlining
2. For more information regarding this repair procedure, see: For more information, refer to the chapter: Body and frame (501-26 Body Repairs - Vehicle Special Information and Approval Checks, Description and Operation) / Standard techniques used at the service station (100-00 General information, Description and principle of operation).
3. Remove facing of a back bumper. For more information, see chapter: Rear bumper (501-19 Bumpers, Removal and installation).
4. Remove the back door. For more information, see chapter: Tailgate (501-03 Lockable body elements, Removal and installation).
5. Remove an upholstery of a ceiling. For more information, see chapter: Top trim - Vehicle not included: Tilting sunroof (501-05 Interior trim, Removal and installation) / Upper Trim - Included with the vehicle: Sunroof with tilting roof (501-05 Interior trim, Removal and installation).
6. Remove the rear door lock latch retainer from the pillar "WITH".
7. Remove the roof molding, front and rear sections.
8. Remove the side curtain airbag module. For more information, refer to the chapter: Curtain side airbag module (501-20B Secondary restraint system, Removal and installation).
9. Remove glass of a back lateral window. For more information, refer to the chapter: Rear Side Window Glass (501-11 Glass, frames and mechanisms, Removal and installation).
10. Remove the front seat. For more information, see chapter: Front seat (501-10 Seat, Removal and installation).
11. Remove the floor console. For more information, see the chapter: Floor Console (501-12 Instrument panel and console, Removal and installation).
12. Remove the interior trim of the right and left bottom trim panels.
13. Remove the rear seat cushion. For more information, see chapter: Rear seat cushion (501-10 Seat, Removal and installation).
14. Remove the rear carpet section.
15. Remove the rear seat belt retractor. For more information, see chapter: Rear seat belt retractor (501-20A Seat belt system, Removal and installation).
16. Remove the liftgate opening seal.
17. Remove the exhaust grille.
18. Remove a back wheel in gathering with the tire. For more information, see the chapter: Wheel and tire (204-04 Wheels and tires, Removal and installation).
19. Remove the lower trim panel outer molding.
20. Loosen and lay aside the wiring harnesses that run along the inside of the rear side panel and rear panel.
21. Loosen and lay aside the insulation material of the rear side panel.
22. Right side: Drain the fuel from the fuel tank. For more information, see the chapter: Emptying the fuel tank (310-00 Fuel supply system - General information, General procedures).
23. Right side: Remove the fuel tank filler pipe. For more information, refer to the chapter: Fuel tank filler pipe (310-01A Fuel tank and fuel lines - 3.2L NA - I6, Removal and installation).
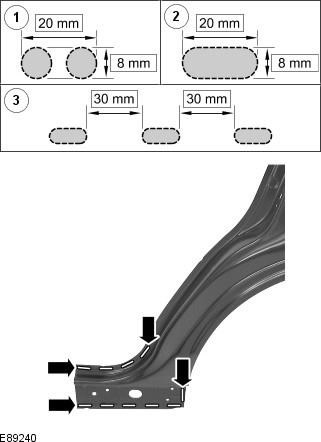
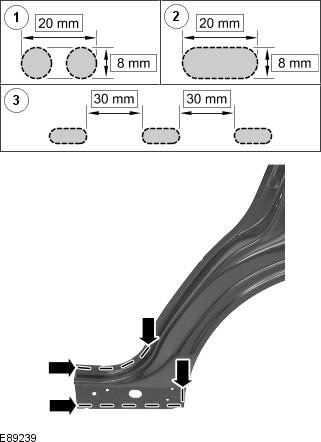
24. Cut the old panel at the points shown, using the new panel as a guide, making sure the new panel overlaps.

25. Mill out the weld points.

26. Separate the connections and remove the old panel, also disconnect the NVH element and the fuel tank filler pipe on the right side.
Installation
1. Attach the new panel, align it and fix it in place, overlapping the old panel. Cut through the new and old panels at the points where the MIG butt joints are to be made.

2. Remove the new panel and the remains of the old one.
3. Prepare the connecting surfaces of the old and new panels.
4. Drill holes in the new panel for MIG welding.

5. Cut holes in the new MIG brazing panel.
NOTE: The holes for MIG brazing must be made according to the gaps shown in the illustration. Where this is not possible due to recesses in the panel, the hole should be made in place of the original spot weld.
6. Attach the new panel and lock it in place. Check the reconciliation, if correct, go to the next step, if not, correct and check again before proceeding to the next step.
7. Remove the new panel.
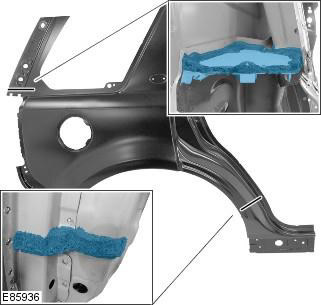
8. Apply adhesive to the areas shown.

9. Replace element if necessary (s) NVH.
10. Apply sealing adhesive to the NVH elements.
11. Attach the new panel and lock it in place.
12. Tie butt joints.
13. Spot weld.

14. Welding with electric MIG rivets.

15. Carry out MIG brazing.
16. Clean the tack welds.
17. Perform a MIG butt weld.

18. Clean all welds.
19. Reverse the removal procedure to install the appropriate panels and mechanicals.
Comments on this article