NOTE: The front section of the inner rear side panel must be separated from the inner side panel; it is not serviced separately.
NOTE: An NVH element is attached to this panel; it is not serviceable on the new panel. If damaged, a new element will be required.
Removing
1. When replacing the front section of the inner rear side panel, the following items are removed:
- rear bumper cover
- Rear side panel
- Backdoor
- Side glass at rear
2. For more information on this repair procedure, refer to the following sources: For more information, refer to the chapter: Body and Frame (501-26 Body Repairs - Vehicle Special Information and Approval Checks, Description and Operation) / Standard techniques used at the service station (100-00 General information, Description and principle of operation).
3. Remove the rear side panel. For more information, refer to the chapter: Rear Side Body Panel (501-30 Repairs of sheet metal elements of the back, Removal and installation).
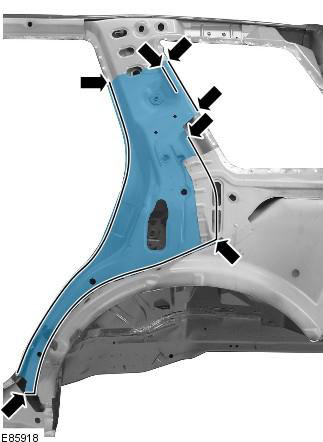
4. Mill out the contact welding points.
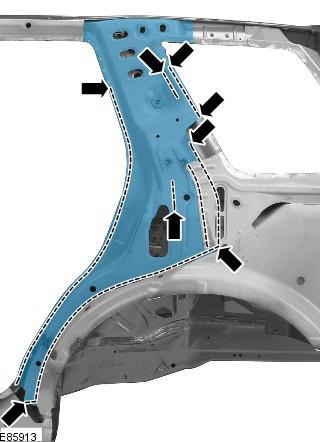
5. Cut the old panel at the location shown, using the new panel as a template and ensuring that the new panel overlaps.
6. Separate the connections and remove the old panel, while also exposing the NVH element.
Installation
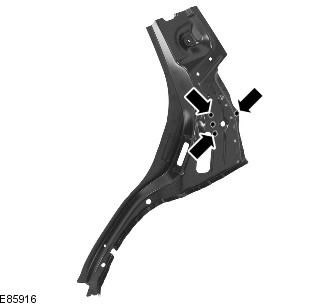
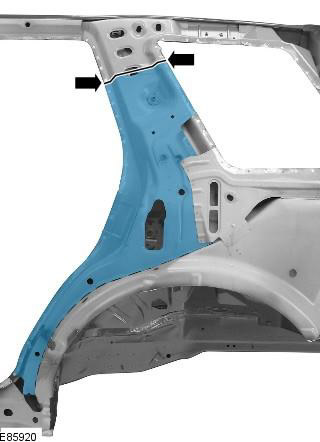
1. Remove the front section of the inner rear side panel from the service inner rear side panel, mill five spot welds.
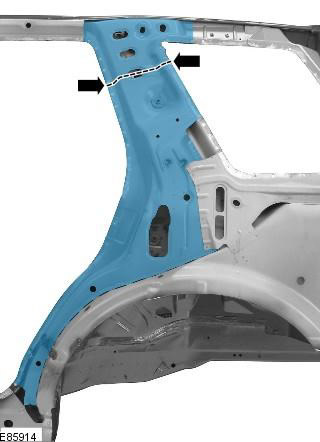
2. Align the new panel and fix it in the desired position, overlapping the old panel. Cut new and old panels at the location where the MIG butt joint is to be made.

3. Remove the new panel and the remains of the old panel.
4. Prepare the mating surfaces of the old and new panels.
5. Drill holes in the new panel in preparation for MIG electric rivet welding.
6. Position the new panel in the desired location and secure it. Check position alignment. If it is correct, go to the next paragraph. If not, make any necessary adjustments and recheck before continuing.
7. Remove the new panel.
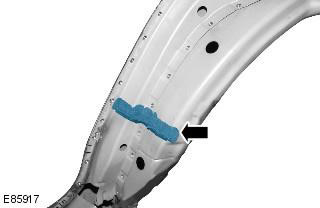
8. If necessary, replace the NVH element.
9. Apply adhesive to the NVH element.
10. Position the new panel in the desired location and secure it.
11. Make tack welds for the butt joint.
12. Spot weld.
13. Weld with electric rivets using MIG technology.

14. Clean up the tack welds.
15. Make a MIG butt weld.
16. Clean all welds.
17. Installation of the corresponding panels and mechanical elements is carried out in the reverse order of removal.
Comments on this article