Введение
В процессе выпуска новых моделей, которые сменяют друг друга все быстрее и быстрее, кузов играет значительную роль. Различные группы клиентов привлекает, в первую очередь, конструкция и форма кузова. В то же время прочность кузова играет наиболее важную роль в обеспечении безопасности водителя и пассажиров. Для современных кузовов автомобилей Land Rover характерно использование альтернативных материалов: композитных материалов и пластмасс в сочетании с продуманными технологиями соединения.
Современные заводские технологии позволяют практически без проблем изготавливать кузова с каркасами безопасности (несущие кузова). Для обеспечения высокого уровня качества проводятся испытания механической прочности материалов, многочисленные компьютерные моделирования, испытания кузова на столкновение, применяются совершенные технологии производства материалов. Все ремонтные работы должны выполняться в соответствии с заводскими стандартами качества. Это требует оснащения техцентров современным оборудованием и предъявляет особые требования к квалификации технического персонала. Для обеспечения высококачественного ремонта кузова обязательно знание используемых заводских технологий и постоянное обучение новым методам и технологиям ремонта. Руководства по ремонту, посвященные конкретным моделям, и описание общих методик выполнения ремонта оказывают неоценимую помощь при выполнении ремонта кузова.
Строго соблюдайте технологию ремонта, которая описана в настоящем Руководстве. Несоблюдение технологии ремонта может привести к серьезному снижению уровня безопасности автомобиля. После выполнения ремонтных работ необходимо обеспечить соблюдение всех предусмотренных норм безопасности.
Конструкция автомобиля
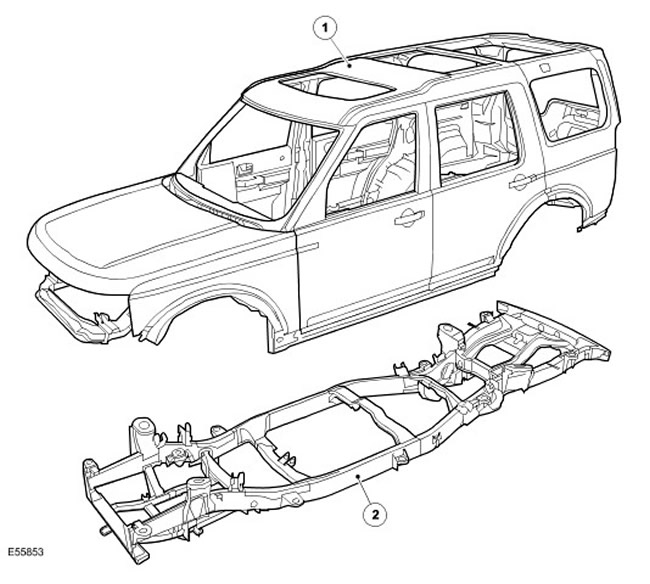
| Наименование пункта | Каталожный номер запасной части | Описание |
| 1 | Тип кузова | |
| 2 | Рама кузова |
Высокопрочные марки сталей
Большинство современных автомобилей изготавливается с применением сталей различных марок, что позволяет оптимизировать конструкцию кузова (столкновение, безопасность, жесткость, снижение расхода топлива и т.д.).
Стали делятся на несколько групп по пределу прочности на разрыв и пределу текучести (усилия, которое приводит к пластической деформации материала).
Предел текучести
Пределом текучести называют усилие, при котором металл теряет упругость и начинает пластически деформироваться без последующего восстановления формы.
Предел прочности на разрыв
Пределом прочности на разрыв называют усилие, при котором растягиваемый образец разрушается.
| Аббревиатура | Марка стали | Предел текучести |
| SS | Мягкая (низкоуглеродистая) сталь | Предел текучести не более 220 МПа |
| DP | Двухфазная сталь | Сталь с пределом текучести до 400 МПа |
| HS | Высокопрочная сталь | Сталь с пределом текучести 220 -450 МПа |
| EHS | Цсверхпрочная сталь | Цсталь с пределом текучести 450 -800 МПа |
| UHS | Ультрапрочная сталь | Сталь с пределом текучести до 1400 МПа |
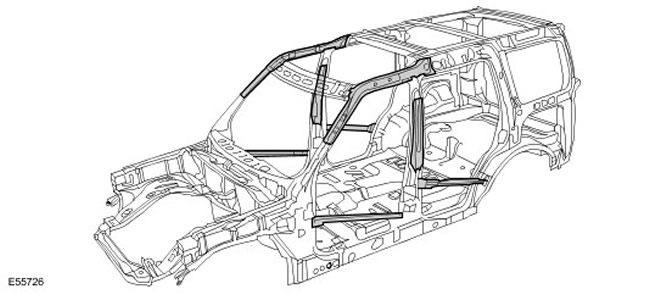
Ультравысокая прочность
Элементы из ультрапрочной стали, которые применяются в передних и средних стойках кузова и верхнем поясе, увеличивает сопротивление кузова деформации при фронтальных или боковых ударах.
Элементы из ультрапрочной стали не подлежат выправлению из-за их хрупкости.
Применение ультрапрочной стали в конструкции кузова
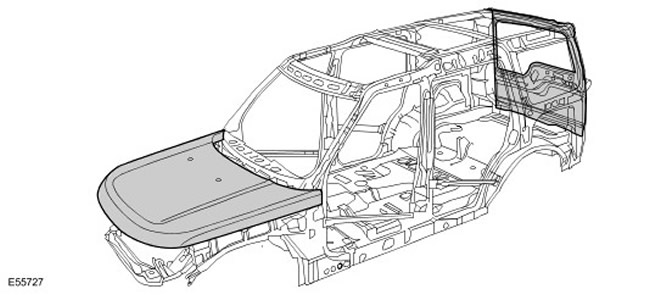
Алюминий
При изготовлении капота, задней двери и двери багажного отделения используется алюминий марки 6000. Это сплав алюминия с магнием и медью, который в процессе производства подвергается термообработке, повышающей прочность панели и ее устойчивость к образованию вмятин.
При ремонте деталей из алюминия нужно использовать отдельный набор инструментов, который не должен использоваться при работе со стальными деталями - это позволит избежать перекрестного загрязнения металлов.
Применение алюминия в конструкции кузова
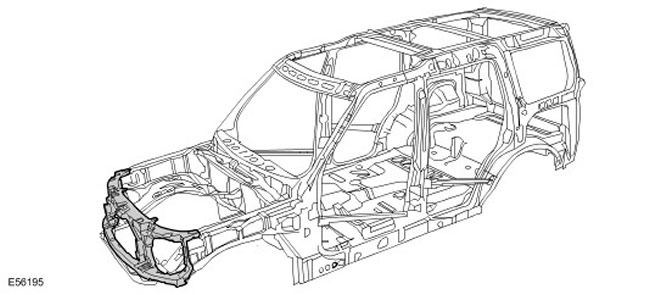
Магний
Для изготовления панели защелки капота используется магниевый сплав AM60B. Он имеет высокую вязкость и хорошо поглощает энергию удара. Этот сплав также используется для изготовления поперечины, на которой монтируется панель приборов.
Не допускается выправлять панель защелки капота или вести на ней сварочные работы - в случае аварии панель заменяет в сборе. При повреждении антикоррозионного покрытия его нужно восстановить с использованием состава 'Land Rover Low Temperature Anti-Corrosion Coating', номер по каталогу VEP 501 840 PMA.
Применение магния в конструкции кузова
Повреждение при столкновении и диагностика
Общие примечания:
- Точная диагностика серьезности повреждения обеспечивает правильное планирование ремонта.
- Все виды кузовного ремонта должны производиться в строгом соответствии с инструкциями Руководства по ремонту кузова.
- При выполнении ремонта кузова следует принять во внимание характеристики устойчивости и прочности кузова. Конструкция кузова рассчитана на конкретные схемы деформации, которые не допускается изменять во время ремонтных работ.
- Например, зоны смятия поглощают большую долю энергии удара при столкновении. Если при ремонте этих зон используются какие-либо непрофессиональные методы или технологии, это может повлиять на безопасность автомобиля.
- Наряду с проверкой внешних признаков, таких как отслоение краски, обязательно следует выполнять проверку на наличие скрытых повреждений или деформации кузова, которые не заметны снаружи. Для точной оценки повреждений скрытых элементов кузова часто необходимо снимать крупные навесные детали, такие как бамперы и внутренние крылья.
Другим вариантом диагностики посредством визуального осмотра является проверка размеров зазоров. Какие-либо изменения или нарушение взаимного положения кромок обычно указывают на изменение размеров поврежденных деталей.
Изменение размеров зазоров
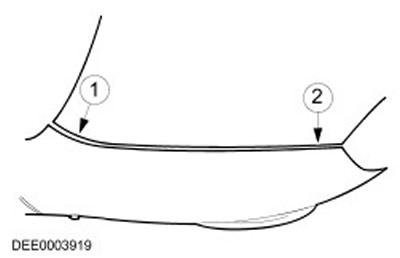
| Наименование пункта | Каталожный номер запасной части | Описание |
| 1 | Слишком большой зазор | |
| 2 | Слишком маленький зазор |
Планирование ремонта
Перед началом ремонта необходимо принять следующие решения:
- Автомобиль нуждается в установке на стапель или его можно выправить другим способом?
- Нужно ли проводить контрольные измерения кузова?
- Требуется ли снимать такие агрегаты, как двигатель или мосты?
- Какие элементы кузова нуждаются в замене?
- Какие элементы кузова могут быть отремонтированы?
ПРИМЕЧАНИЕ: Предпочтительно ремонтировать элементы кузова, а не заменять их, т.к. это позволит сохранить целостность кузова.
Получение запасных частей
Доступность запасных частей часто определяет, насколько легко может быть выполнен ремонт кузова. Рекомендуется следующая процедура:
- Получите все данные по автомобилю, включая тип, идентификационный номер автомобиля, код отделки, буквенный идентификатор двигателя, данные о первичной регистрации и т.д.
- Определите все металлические детали, которые нуждаются в замене.
- Определите все навесные детали, которые нуждаются в замене, включая мелкие детали: заклепки, зажимы и т.д.
Ремонт с правкой
Ремонты с правкой часто требуются для восстановления первоначальной формы кузова после столкновения. Это можно сделать, используя:
- Стенды для выверки положения
- Универсальный стенд для правки и измерений
Структура: Последовательность ремонта зависит от индивидуального плана ремонта (с учетом всех необходимых работ по разборке). Очистите участки соединения. Закрепите автомобиль на соответствующем стенде таким образом, чтобы не создавать в нем напряжений. Установите агрегаты на опоры, чтобы снять нагрузку с кузова. Выберите, по крайней мере, три точки измерения / крепления, которые не повреждены и расположены насколько возможно далеко друг от друга (для основной регулировки). Проверьте размеры в точках измерения / крепления.
- Последовательность ремонта зависит от индивидуального плана ремонта (с учетом всех необходимых работ по разборке).
- Очистите участки соединения.
- Закрепите автомобиль на соответствующем стенде таким образом, чтобы не создавать в нем напряжений.
- Установите агрегаты на опоры, чтобы снять нагрузку с кузова.
- Выберите, по крайней мере, три точки измерения / крепления, которые не повреждены и расположены насколько возможно далеко друг от друга (для основной регулировки).
- Проверьте размеры в точках измерения / крепления.
Правка: ПРИМЕЧАНИЕ: В процессе правки постоянно проверяйте размеры и зазоры.
Правка кузова всегда производится в направлении, противоположном направлению удара. Всегда выполняйте правку при полностью собранном кузове (не вырезайте заранее никакие элементы). Выполняйте правку в несколько стадий. Это устраняет риск чрезмерного натяжения панелей или разрыва сварных швов. На каждом отдельном этапе правки стремитесь ударами алюминиевого молотка снять напряженность с деталей, подверженных нагрузке растяжения (предварительно выявленных деформациях, вмятин, сварных швов и т.д.)
ПРИМЕЧАНИЕ: В процессе правки постоянно проверяйте размеры и зазоры.
Правка кузова всегда производится в направлении, противоположном направлению удара. Всегда выполняйте правку при полностью собранном кузове (не вырезайте заранее никакие элементы). Выполняйте правку в несколько стадий. Это устраняет риск чрезмерного натяжения панелей или разрыва сварных швов. На каждом отдельном этапе правки стремитесь ударами алюминиевого молотка снять напряженность с деталей, подверженных нагрузке растяжения (предварительно выявленных деформациях, вмятин, сварных швов и т.д.)
ВНИМАНИЕ: Элементы из ультрапрочной стали, которые применяются в передних и средних стойках кузова и верхнем поясе, не подлежат правке.
Рихтовка
Основные принципы рихтовки панелей:
- Перед заменой каких-либо секций или полной заменой кузовных панелей всегда тщательно проверяйте, может ли поврежденная панель быть выправлена рихтовкой.
- Рихтовка обычно является самым простым и экономичным методом ремонта поврежденной панели.
- Алюминиевый молоток и киянка Преимущество: низкая вероятность чрезмерного растяжения панели. Используется для ремонта небольших вмятин на панелях, доступ к которым имеется с обеих сторон. Эти два инструмента для рихтовки панелей обычно используется для "чистовых" операций ремонта.
- Преимущество: низкая вероятность чрезмерного растяжения панели.
- Используется для ремонта небольших вмятин на панелях, доступ к которым имеется с обеих сторон.
- Эти два инструмента для рихтовки панелей обычно используется для "чистовых" операций ремонта.
"Тонкая" правка с помощью алюминиевого молотка и универсального подкладного штампа
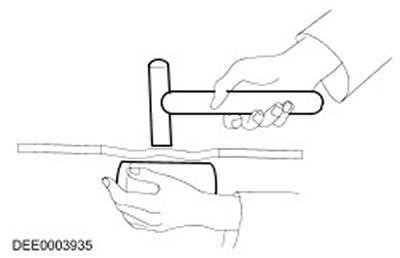
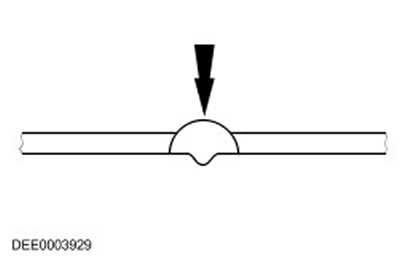
Молоток с подвижным ударником Если доступ к поврежденной панели имеется только с наружной стороны, для восстановления формы панели используйте молоток с подвижным ударником. Диски или шпильки, необходимые для установки молотка с подвижным ударником, привариваются к поверхности, очищенной до металла. Вмятины в панели можно выправить с помощью контролируемого применения молотка с подвижным ударником.
- Если доступ к поврежденной панели имеется только с наружной стороны, для восстановления формы панели используйте молоток с подвижным ударником. Диски или шпильки, необходимые для установки молотка с подвижным ударником, привариваются к поверхности, очищенной до металла. Вмятины в панели можно выправить с помощью контролируемого применения молотка с подвижным ударником.
Вырезание элементов кузова
В зависимости от устанавливаемых элементов для вырезки или отделения деталей кузова следует применять различные инструменты.
ПРИМЕЧАНИЕ: Все другие компоненты, такие как отделка салона, оконные стекла и т.д., следует защитить от разлетающихся искр.
ПРИМЕЧАНИЕ: Убедитесь в правильности задания глубины фрезерования, чтобы не допустить ослабления оставшейся части фланца.
Выфрезеровка точечных сварных швов
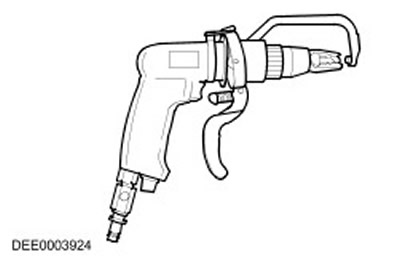
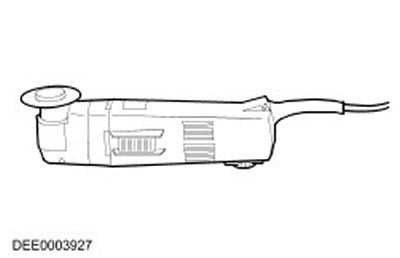
- Торцевой шлифовальный круг
ПРИМЕЧАНИЕ: Используйте защитную одежду. Защитите все уязвимые части кузова или стекла от разлетающихся искр. Удалите взрывоопасные материалы из зоны выполнения работ.
Точечные сварные швы, которые нельзя удалить фрезеровкой (диаметр > 8 мм), следует выбрать с помощью торцевого шлифовального круга. То же относится к точечным и обычным сварным швам, выполненным по технологии МИА.
ПРИМЕЧАНИЕ: Используйте защитную одежду. Защитите все уязвимые части кузова или стекла от разлетающихся искр. Удалите взрывоопасные материалы из зоны выполнения работ.
Точечные сварные швы, которые нельзя удалить фрезеровкой (диаметр > 8 мм), следует выбрать с помощью торцевого шлифовального круга. То же относится к точечным и обычным сварным швам, выполненным по технологии МИА.
Торцевой шлифовальный круг
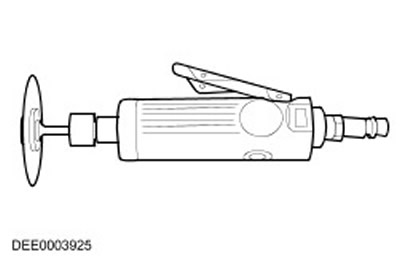
ПРИМЕЧАНИЕ: Будьте осторожны, не повредите расположенные под вырезаемой деталью металлические компоненты, жгуты электропроводки, шланги и т.д., при необходимости снимите их заранее.
Пилы для кузовных работ универсальны и поэтому хорошо подходят для резки элементов кузова.
Пила с коротким ходом
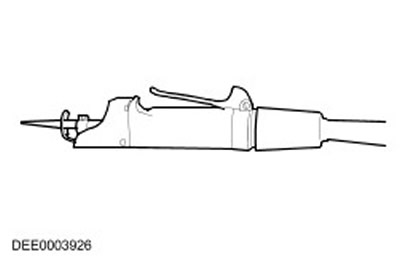
Пила с возвратно-поступательным движением В дополнение к пиле с коротким ходом также можно использовать пилу с возвратно-поступательным движением. Она позволяет выполнять узкие и прямые резы на точно заданную глубину.
В дополнение к пиле с коротким ходом также можно использовать пилу с возвратно-поступательным движением. Она позволяет выполнять узкие и прямые резы на точно заданную глубину.
Пила с возвратно-поступательным движением
Выполнение ремонтных работ
Полная замена При полной замене весь поврежденный "старый" элемент отделяется в местах его соединений и затем устанавливается новый элемент целиком. На рисунке ниже показана новая сменная панель задней части кузова.
При полной замене весь поврежденный "старый" элемент отделяется в местах его соединений и затем устанавливается новый элемент целиком. На рисунке ниже показана новая сменная панель задней части кузова.
Замена панели задней части кузова

Частичная замена Зачастую с технической и экономической точек зрения целесообразно выполнить частичную замену. Два основных критерия - это, во-первых, сохранение оригинальной конструкции кузова, а, во-вторых, сведение стоимости ремонта к минимуму.
Зачастую с технической и экономической точек зрения целесообразно выполнить частичную замену. Два основных критерия - это, во-первых, сохранение оригинальной конструкции кузова, а, во-вторых, сведение стоимости ремонта к минимуму.
Основная методика частичной замены: Стыковые соединения Новая и старая детали соединяются непрерывным сварным швом по технологии MIG. Стыковые соединения обычно используются при частичной замене элементов каркаса и стоек или других элементов с короткими длинами разрезов.
- Стыковые соединения.
- Новая и старая детали соединяются непрерывным сварным швом по технологии MIG.
- Стыковые соединения обычно используются при частичной замене элементов каркаса и стоек или других элементов с короткими длинами разрезов.
Стыковое соединение
ПРИМЕЧАНИЕ: Разрезы при частичной замене должны быть как можно короче. Резку можно производить только вдоль линий отреза, показанных на схемах ремонта. Запрещается производить разрезы вблизи усилений или по заданным линиям сгиба.
Подготовьте детали, оставшиеся на автомобиле, и новые детали. С помощью молотка и оправки восстановите исходную форму всех сопрягающихся поверхностей на деформированных деталях кузова, оставленных на автомобиле (обеспечьте соответствие форм "старых" и новых деталей друг другу). Сошлифуйте оставшиеся точечные или обычные сварные швы с помощью соответствующего инструмента. Вырежьте новые детали по форме. При необходимости пробейте или просверлите отверстия для выполнения сварки МИА.
ПРИМЕЧАНИЕ: Не используйте сварочную горелку для снятия остатков лакокрасочного покрытия (нагрев может вызвать деформацию металла).
Зачистите сопрягающиеся фланцы до металла с обеих сторон. Не используйте для этой цели угловую шлифовальную машинку (это может ослабить металл и повредить цинковый слой). Необходимые инструменты: вращающаяся проволочная щетка, ленточно-шлифовальная машина или пластиковый диск. Нанесите на свариваемые поверхности достаточное количество сварочной грунтовки. Перед применением тщательно перемешайте грунтовку.
- С помощью молотка и оправки восстановите исходную форму всех сопрягающихся поверхностей на деформированных деталях кузова, оставленных на автомобиле (обеспечьте соответствие форм "старых" и новых деталей друг другу). Сошлифуйте оставшиеся точечные или обычные сварные швы с помощью соответствующего инструмента.
- Вырежьте новые детали по форме.
- При необходимости пробейте или просверлите отверстия для выполнения сварки МИА.
- Зачистите сопрягающиеся фланцы до металла с обеих сторон. Не используйте для этой цели угловую шлифовальную машинку (это может ослабить металл и повредить цинковый слой). Необходимые инструменты: вращающаяся проволочная щетка, ленточно-шлифовальная машина или пластиковый диск.
- Нанесите на свариваемые поверхности достаточное количество сварочной грунтовки.
- Перед применением тщательно перемешайте грунтовку.
ПРИМЕЧАНИЕ: Не используйте сварочную горелку для снятия остатков лакокрасочного покрытия (нагрев может вызвать деформацию металла).
ПРИМЕЧАНИЕ: При использовании аэрозолей соблюдайте осторожность, чтобы не загрязнить соседние участки.
Крепление новой детали:
- Необходимо точно подогнать новую деталь под указанные размеры. Для этого рекомендуется использовать следующие инструменты:
- Стенд для выверки
- Универсальная измерительная система
- Сборочный стенд
- Линейка или рулетка
- На этой стадии устанавливаются все навесные элементы кузова, которые требуют точной подгонки и установки, например бамперы, уплотнения, фары, задние фонари и компоненты системы блокировки в сборе. Неаккуратная работа может привести к протечкам воды, проникновению шума ветра и к значительному объему дополнительных работ.
- Проверьте совмещение кромок сопрягающихся деталей и проверьте равенство зазоров (сравните левую и правую стороны). Убедитесь в сохранении формы автомобиля.
ПРИМЕЧАНИЕ: Объем дополнительных работ можно значительно уменьшить, если выполнить операции совмещения и сварки прихваточными швами с надлежащей аккуратностью.
- В зависимости от ситуации крепление может осуществляться следующие методами:
- Струбцины (комплект)
- Винтовой зажим (комплект)
- Самонарезающие винты
- Прихваточные сварные швы
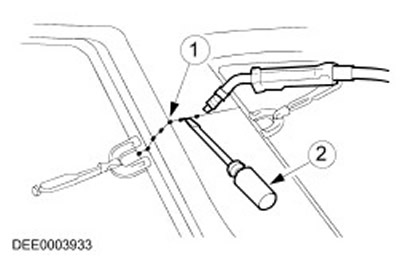
- С помощью надлежащих инструментов совместите кромки сменных рельефных деталей. Кромки затем привариваются прихваточными швами, чтобы обеспечить правильность совмещения деталей.
Совмещение и выполнение прихваточного шва
| Наименование пункта | Каталожный номер запасной части | Описание |
| 1 | Прихваточные сварные швы | |
| 2 | Выполните совмещение с помощью надлежащих инструментов |
- Более длинные соединения обычно выполняются прихваточными швами, чтобы предотвратить деформацию панели. Важно выполнять прихваточные сварные в правильной последовательности (см. схему).
- Приварите новую деталь, следуя инструкциям, указанным в руководстве по ремонту.
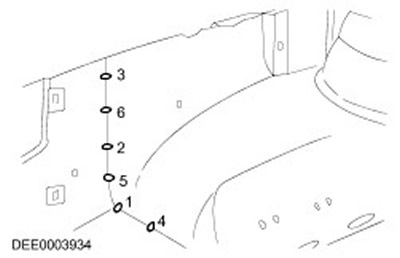
Правильная последовательность выполнения сварки прихваточными швами
Меры предосторожности
- Установленные на автомобиле электронные блоки управления (ECM) делают необходимым соблюдение мер предосторожности при выполнении ремонтных сварочных работ. Интенсивный нагрев и вибрация, сопутствующие сварочным работам, могут вызвать повреждение электронных блоков. В частности, следует соблюдать определенные меры предосторожности при снятии или отсоединении блока управления системой пассивной безопасности (RCM) Для получения дополнительной информации обратитесь к Specifications (501-20B )
- Не допускайте контактирование электронных модулей или шин с "массой" или питанием сварочного электрода.
- Подсоедините соединение заземления электросварочного оборудования непосредственно к тому элементу, который должен быть приварен. Убедитесь в отсутствии электроизолирующих элементов между соединением заземления и местом сварки.
Контактная точечная сварка
Там, где при изготовлении кузова использовалась контактная точечная сварка, при замене деталей следует, при возможности, также использовать точечную сварку. В этих новых сварочных соединениях точки сварки должны отстоять друг от друга на расстоянии 25 - 30 мм.
Настройка оборудования и подбор параметров сварки:
- Оборудование: Для настройки оборудования следуйте инструкциям изготовителя оборудования. Выберите правильные держатели электродов (как можно короче). Точно выверьте положение держателей электродов и наконечников. Наконечники электродов должны быть выпуклыми (предварительно придайте форму напильником и доработайте ее шлифовальным инструментом).
- Для настройки оборудования следуйте инструкциям изготовителя оборудования.
- Выберите правильные держатели электродов (как можно короче).
- Точно выверьте положение держателей электродов и наконечников.
- Наконечники электродов должны быть выпуклыми (предварительно придайте форму напильником и доработайте ее шлифовальным инструментом).
- Кузов: Убедитесь, что соединяемые фланцы точно совпадают друг с другом. Очистите соединяемые поверхности до металла (внутри и снаружи).
- Убедитесь, что соединяемые фланцы точно совпадают друг с другом.
- Очистите соединяемые поверхности до металла (внутри и снаружи).
- Примечания по методике/ технологии: Выполните пробный сварной шов на образце материала, покрытом сварочной пастой. Если между держателями электрода расположены какие-либо металлические элементы, это приведет к снижению индукции, а, следовательно, и к потере мощности (отрегулируйте текущие настройки). Для высоко- и ультрапрочных сталей следует подбирать индивидуальные настройки мощности. Повторная сварка поверх старых сварных швов приводит к низкому качеству сварных швов. Держите наконечники электродов под углом к контактной поверхности, максимально близким к 90°. Электроды работают лучше всего, если имеют выпуклую форму. Регулярно очищайте контактную поверхность электродов.
- Выполните пробный сварной шов на образце материала, покрытом сварочной пастой.
- Если между держателями электрода расположены какие-либо металлические элементы, это приведет к снижению индукции, а, следовательно, и к потере мощности (отрегулируйте текущие настройки).
Сварочное оборудование, применяемое для ремонта кузовов современных автомобилей Land Rover, должно обеспечивать надежную сварку оцинкованных панелей из высокопрочной стали, состоящих из трех и более слоев общей толщиной до 5 мм. Если оборудование для контактной сварки этим требованиям не отвечает, по соображениям безопасности нужно использовать сварку электрозаклепками Электрические характеристики (сила тока, сопротивление, тепло) оборудования для точечной сварки различаются в зависимости от типа оборудования. Поэтому для обеспечения фактических характеристик сварочного процесса важно соблюдение инструкций изготовителя оборудования.
Сварка MIG/ MAG
Настройка оборудования и подбор параметров сварки:
- Любые соединения, выполненные при изготовлении автомобиля по технологии MIG/ MAG, в процессе ремонта должны соединяться сваркой по этой же технологии. Кроме того, в процессе ремонта отдельные точки контактной сварки должны быть заменены пробочными сварными швами.
- Частичная замена точек контактной сварки пробочными сварными швами (см. выше) также производится при затрудненном доступе или отсутствии оборудования для контактной сварки на толщинах свыше 3 мм. Но это приводит к увеличению времени на выполнение операции, и соответственно, к повышению требований к защите от коррозии.
- Ремонт сваркой можно выполнить надлежащим образом только при условии правильной настройки оборудования и всех параметров сварки.
- Оборудование: Настройте оборудование в соответствии с предписаниями изготовителя. Шланги не должны быть перекручены. Сердцевина не должна быть загрязнена абразивными частицами. Газовые сопла не должны быть засорены шлаком и окалиной. Обратите внимание на качество электродной проволоки и расход газа.
- Настройте оборудование в соответствии с предписаниями изготовителя.
- Шланги не должны быть перекручены.
- Сердцевина не должна быть загрязнена абразивными частицами.
- Газовые сопла не должны быть засорены шлаком и окалиной.
- Обратите внимание на качество электродной проволоки и расход газа.
- Кузов: Убедитесь в правильности подгонки соединяемых поверхностей. Очистите поверхность в месте соединения до металла. Обеспечьте правильные зазоры (формирование корней швов).
- Убедитесь в правильности подгонки соединяемых поверхностей.
- Очистите поверхность в месте соединения до металла.
- Обеспечьте правильные зазоры (формирование корней швов).
- Примечания по методике/технологии:
- Подсоедините кабель заземления рядом с местом сварки (убедитесь в хорошем качестве контакта). При использовании пробочного сварного шва для качественного проваривания нужно начинать сварку с нижней панели.
- Подсоедините кабель заземления рядом с местом сварки (убедитесь в хорошем качестве контакта).
- При использовании пробочного сварного шва для качественного проваривания нужно начинать сварку с нижней панели.
ПРИМЕЧАНИЕ: Повышенный нагрев при выполнении сварки по технологии MIG разрушает слой сварочного грунта/ цинка на большем участке, чем при контактной точечной сварке, в результате чего повышаются трудозатраты при последующем нанесении антикоррозионного покрытия.
ПРИМЕЧАНИЕ: Чтобы убедиться в том, что сварное шов обеспечивает соединение не только на поверхности, всегда следует выполнять контрольный сварной шов.
ПРИМЕЧАНИЕ: Повышенный нагрев при выполнении сварки по технологии MIG разрушает слой сварочного грунта/ цинка на большем участке, чем при контактной точечной сварке, в результате чего повышаются трудозатраты при последующем нанесении антикоррозионного покрытия.
ПРИМЕЧАНИЕ: Чтобы убедиться в том, что сварное шов обеспечивает соединение не только на поверхности, всегда следует выполнять контрольный сварной шов.
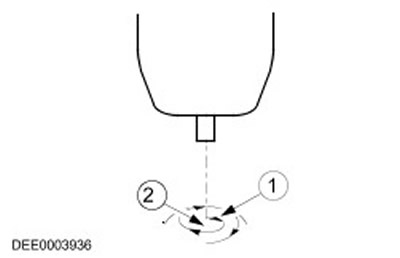
Сварка электрозаклепками (пробочный сварной шов)
| Наименование пункта | Каталожный номер запасной части | Описание |
| 1 | Направление сварки: круговые движения, изнутри наружу | |
| 2 | Точка начала сварки: центр отверстия на нижней панели |
Остекление на клею
- Ветровое стекло, боковые стекла, и стекло двери багажного отделения фиксируются клеем непосредственно на оконных рамах кузова и двери багажного отделения.
- Оконные стекла фиксируются таким образом, прежде всего, в связи с прочностью клеевого соединения. Остекление на клею придает кузову дополнительную жесткость на скручивание.
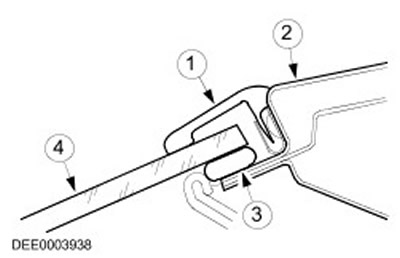
Установка стекол на клею
| Наименование пункта | Каталожный номер запасной части | Описание |
| 1 | Резиновая полоса | |
| 2 | Рама окна | |
| 3 | Клей | |
| 4 | Стекло окна |
Снятие и установка окон с вклеенными стеклами
Меры предосторожности
Чтобы предотвратить травмы, соблюдайте следующие правила техники безопасности:
- Используйте защитные перчатки.
- Используйте защитные очки.
- Перед вырезанием окна с вклеенным стеклом освободите и снимите все навесные детали, расположенные в зоне резки, которые подвергаются опасности, например панели отделки и декоративные накладки, а также все электрические соединения.
- Закройте все окрашенные участки, расположенные рядом с окном.
- Срежьте все излишки клея, поскольку это упрощает вырезание стекла.
- Закрепите стекла вертикально, чтобы не допустить их выпадения.
- Выполните резку по клеевому валику в легкодоступных местах, используя режущий инструмент.
- Аккуратно ведите режущий инструмент по периметру окна, прорезая валик клея.
- Не касайтесь рамы окна и фланца кузова.
- Используйте специальные "вакуумные присоски", чтобы извлечь стекло из проема окна.
- Следуйте инструкциям изготовителя.
- Подрежьте остающийся клеевой валик на металлическом фланце до остаточной высоты приблизительно 1 мм. После этого не касайтесь поверхности резки и не очищайте ее.
- Аккуратно устраните все повреждения лакокрасочного покрытия (нанесите грунтовку и наружное покрытие).
- При необходимости замените упоры окна.
- Нанесите равномерный валик клея на окно или на фланец кузова.
- Вставьте стекло в проем окна и установите его по центру (требуются 2 механика).
- Проверьте зазоры.
- Используйте липкую ленту, чтобы защитить стекло от выпадения.
ПРИМЕЧАНИЕ: Во время высыхания клея на окне откройте окна и двери и не перемещайте автомобиль (хлопанье дверями создает избыточное давление, которое может ослабить крепления окна).
Заключительные операции:
- Подключите все электрические соединения и проверьте правильность работы узлов.
- Установите навесные детали и проверьте точность и надежность крепления. Выполните визуальный осмотр, чтобы убедиться в равномерности зазоров и стыков.
- Выполните визуальный осмотр, чтобы убедиться в равномерности зазоров и стыков.
- Полностью очистите стекло окна.
Защитные приспособления и техника безопасности при выполнении работ
При выполнении ремонта следует соблюдать требования правил техники безопасности и нормативных положений. Обязательно соблюдение всех правил охраны труда и техники безопасности.
Меры предосторожности при сварке
- Чтобы предотвратить риск получения травмы, соблюдайте следующие меры предосторожности:
- Маска сварщика (защита лица)
- Защитный щиток
- Защитные перчатки
- Защитные ботинки
- Вытяжка для дыма, образующегося при сварке
- Сварку всегда следует выполнять в хорошо проветриваемой зоне. Всегда в пределах досягаемости должен находиться огнетушитель.
Общие правила безопасности при кузовном ремонте
Отсос
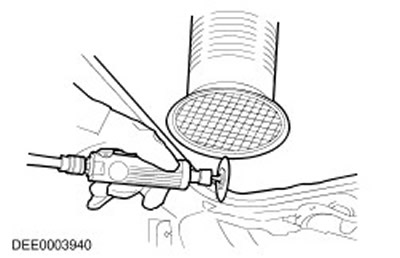
- Герметик, защитное покрытие днища и т.д. не следует выжигать открытым пламенем. Это приводит к выделению токсичных газов. Например, при сгорании ПВХ выделяются газы, содержащие соляную кислоту. По этой причине при выполнении шлифовки, сварки или пайки всегда следует использовать соответствующий отсос.
- Всегда обеспечивайте хорошую вентиляцию при работе с материалами, которые содержат растворители, используйте средства защиты органов дыхания и отсосы.
- При резке, шлифовке или правке металла всегда следует использовать средства защиты органов слуха, т.к. уровень шума может достигать или даже превышать 85-90 дБ (A).
- При снятии деталей с автомобиля, установленного на подъемнике, следите за изменением положения его центра тяжести. При первом размещении автомобиля на подъемнике учтите, что может потребоваться закрепить его во избежание опрокидывания.
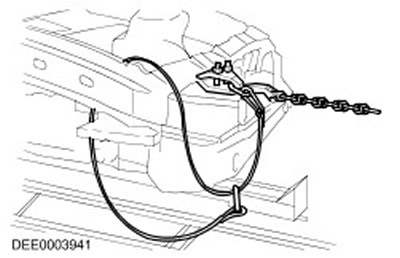
- В процессе правки цепи и цепные зажимы следует закреплять предохранительными тросами.
Предохранительный трос
Подготовка к покраске
Перед выполнением ремонта красочного покрытия тщательно очистите автомобиль с помощью пароочистителя или мойки высокого давления.
Непосредственно перед нанесением красочного покрытия вымойте ремонтируемые участки слабым водным раствором моющего средства и начисто протрите их растворителем.
Обязательно очистите поврежденные участки до металла, причем очищенная зона должна выходить за границы поврежденной области. Протравите очищенные до металла поверхности фосфатной грунтовкой, чтобы удалить все остатки ржавчины и подготовить основу для нанесения новых красочных слоев. Повторно обработайте поврежденную поверхность либо отдельно кислотной грунтовкой и двухкомпонентной шпатлевкой, либо комбинированной кислотной грунтовкой/шпаклевкой и нанесите двухкомпонентное красочное покрытие. После нанесения красочного покрытия обработайте не окрашенные поверхности разрешенной к применению восковой мастикой для полостей.
ВНИМАНИЕ: При подготовке к покраске бамперов будьте осторожны, не повредите датчики PDC. По возможности удаляйте только прозрачное покрытие. При покраске датчиков PDC не наносите слишком толстый слой краски, поскольку это может ухудшить их работоспособность.
ВНИМАНИЕ: При использовании термоотверждаемой краски температура обработки не должна превышать 65°C (149°F). Превышение этой температуры может привести к деформации отражателей фар и задних фонарей, а также к повреждению других компонентов.
Комментарии к этой статье