Резка пламенем производится тем же самым оборудованием, которое используется для газовой сварки, за исключением того, что сварочный наконечник заменяется отрезным. Снимите сварочный наконечник с газовой горелки и на его место закрутите наконечник для резки. Некоторые газовые горелки для отрезания имеют встроенные корпуса. В этом случае шланги отсоединяются от корпуса сварочной горелки и подсоединяются к отрезной горелке.
Понимание принципов работы отрезного оборудования и процесса резки позволит вам лучше работать. Обратите внимание на рисунок, где изображена схема отрезной горелки. Далее перечислены детали горелки и их работа.
Горелка накручивается на основной корпус на место сварочной горелки.
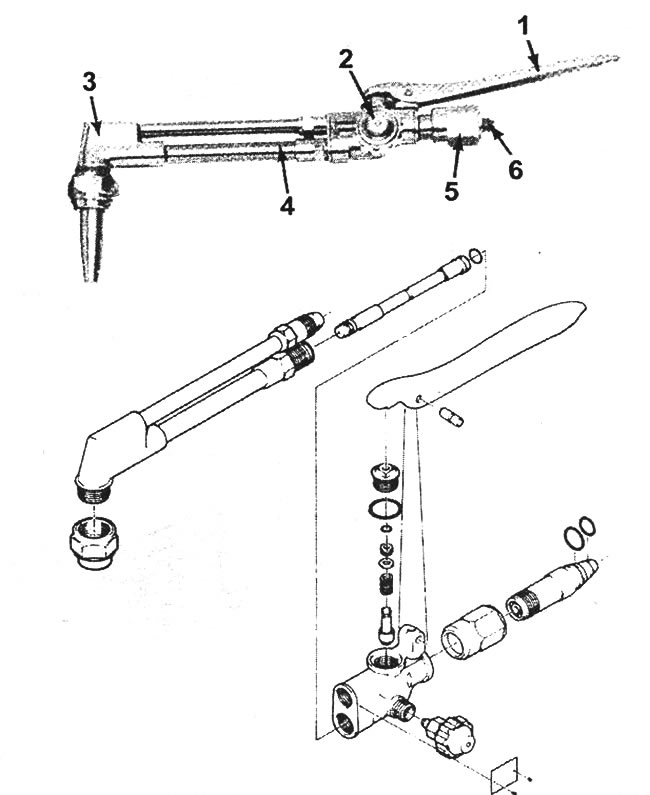
1 - рычаг подачи кислорода под высоким давлением для отрезания; 2 - клапан управления кислородом для предварительного подогрева; 3 - отрезная головка; 4 - смесительная камера; 5 - соединительная гайка; 6 - конусный конец.
Конусный конец и соединительная гайка обеспечивают легкое соединение с корпусом газовой горелки, если отрезное оборудование не встроено. Конусный конец обработан для сопряжения с корпусом горелки вместо наконечника для сварки.
Клапан управления кислородом для предварительного нагрева управляет подачей кислорода от редуктора. Для правильной работы кислородный клапан на корпусе горелки должен быть открыт полностью, если отрезной наконечник и корпус горелки являются отдельными узлами. Подача подогретого кислорода увеличивается или уменьшается путем открывания или закрывания клапана управления кислородом на отрезном оборудовании. Поток ацетилена управляется с помощью ацетиленового клапана на корпусе горелки.
Смесительная камера, расположенная в передней части нижней трубки отрезной горелки, смешивает кислород и ацетилен для получения нужного пламени для прогрева. Смешанные газы проходят через отверстия для прогрева в горелке и поступают в отверстия в отрезной горелке. Эти отверстия (обычно их 4 или 6) расположены равномерно вокруг центрального отверстия для кислорода.
Рычаг для кислорода управляет потоком кислорода из центрального отверстия для кислорода. Когда металл прогревается до стадии расплавления, то рычаг кислорода нажимается, обеспечивая свободный поток чистого кислорода для расплавления рабочей области. При этом расплавленный металл выжигается и выдувается прочь под действием кислорода под высоким давлением.
Практическая резка пламенем
Прежде всего нужно нанести линию отрезания на металл. Это можно сделать с помощью мела. Когда линия разреза проведена, то переключите свое внимание на подготовку оборудования. После сборки отрезной горелки полностью откройте клапан кислорода на горелке, если отрезная насадка отделена от корпуса горелки. Затем откройте клапан управления кислородом для предварительного нагрева на горелке и отрегулируйте редуктор для кислорода на давление около 1,75 кгс/см2. После этого закройте клапан.
Таким же образом откройте ацетиленовый клапан на корпусе горелки и отрегулируйте давление ацетилена до значения порядка 0,07 кгс/см2. Затем закройте клапан.
И в этот раз начинайте работу с надевания защитных очков. Даже если пламя при резке не кажется таким ярким, как при сварке, все равно есть опасность повреждения глаз. На короткое время нажмите рычаг подачи кислорода для очистки отверстия для кислорода. Слегка откройте клапан управления подачей кислорода -примерно на 1 /8 оборота. Затем откройте клапан подачи ацетилена на ручке горелки примерно на 1/2 оборота и подожгите ацетилен. Увеличьте подачу ацетилена на ручке горелки, пока основание пламени не отойдет от конца наконечника примерно на 3 мм. Уменьшите подачу ацетилена для возврата пламени на наконечник. Теперь отрегулируйте нейтральное пламя.
Делайте это, медленно открывая клапан подачи кислорода для предварительного нагрева, пока внутренний конус пламени не станет острым. Это обеспечит желаемое нейтральное пламя. Прижмите рычаг кислорода. Обратите внимание на то, что пламя предварительного нагрева слегка изменится в сторону науглероженного пламени. Продолжайте нажимать рычаг и открывайте клапан кислорода для предварительного нагрева до тех пор, пока пламя для предварительного нагрева не станет нейтральным. Теперь вы готовы к процессу резки.
Удобно возьмите отрезную горелку в одну руку для стабилизации отрезного наконечника. Оставьте другую руку свободной для работы с рычагом подачи кислорода.
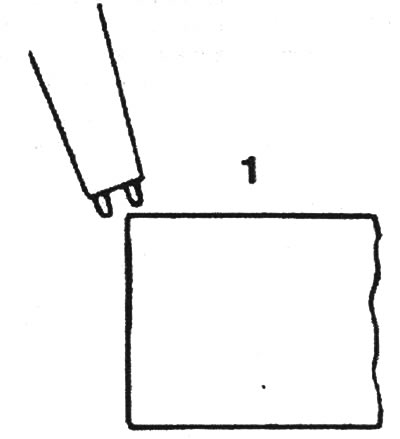
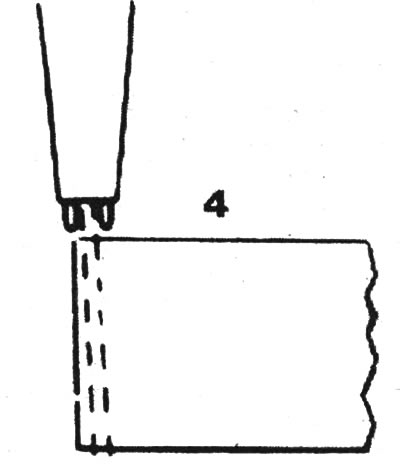
Теперь сконцентрируйте пламя для предварительного нагрева в том месте, где должен начинаться разрез. Доведите разрезаемый металл до яркого вишневокрасного цвета.
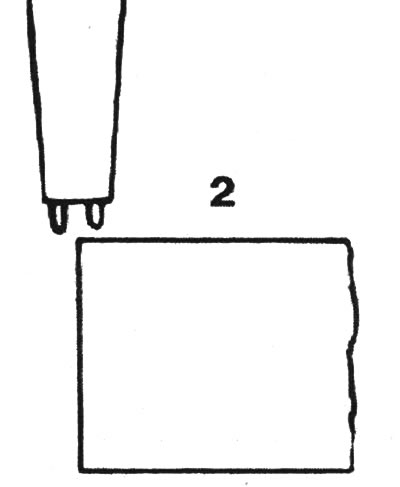
Поверните наконечник в вертикальное положение.
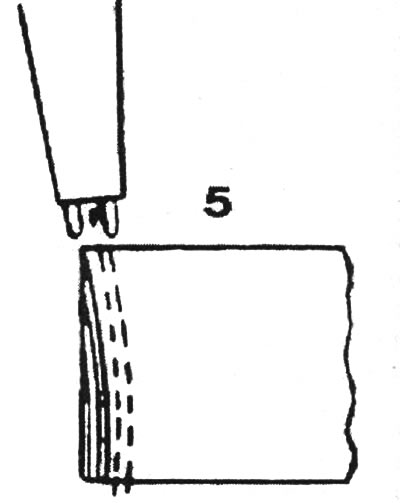
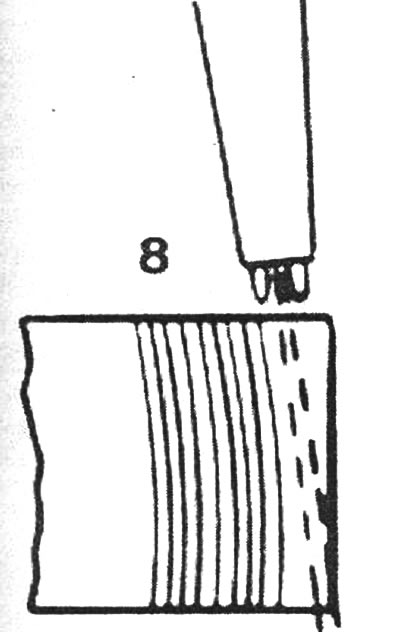
Если разрез идет по краю металла, то начинайте там. Когда появится красное пятно, слегка нажмите клапан (рычаг) подачи кислорода, и когда разрез начнется, слегка поверните наконечник назад.
Теперь поверните наконечник в вертикальное положение, не перемещая его вперед.
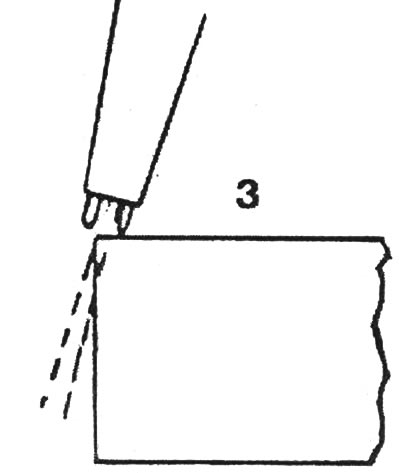
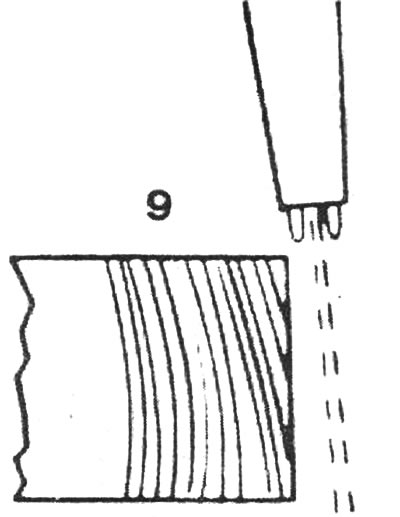
Поверните наконечник сильнее для небольшого наклона в направлении разреза.
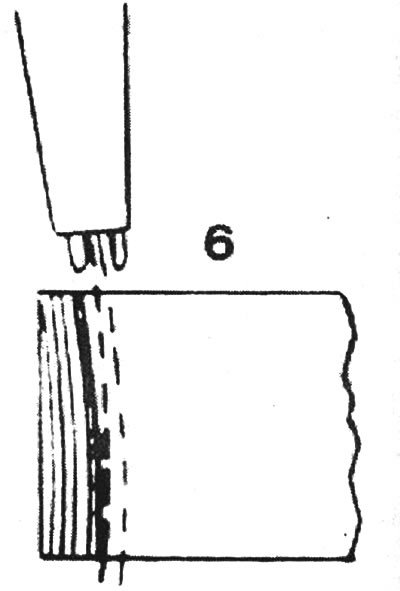
Продвигайтесь вперед с такой скоростью, чтобы обеспечить качественное резание.
При слишком медленном перемещении края разреза могут сплавиться обратно. Слишком быстрое перемещение препятствует достаточному прогреву и разреза не будет. При этом вы также получите сноп искр в лицо и на колени. Держите рычаг подачи кислорода прижатым до конца линии разреза.
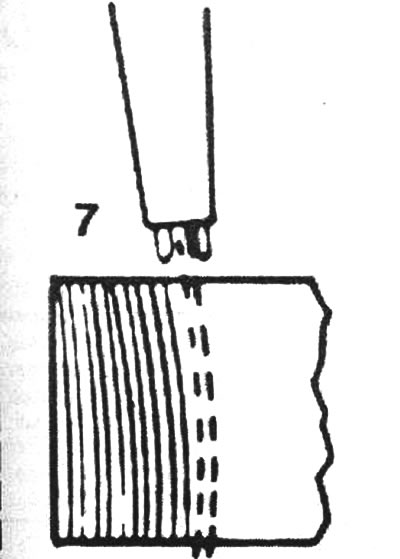
Не дергайте ку резко, поддерживайте небольшой угол в направлении разреза.
Замедлите ход, позволяя линии разреза сделать острый край внизу.
Продолжайте движение вперед, пока наконечник не окажется в пустом пространстве.
Повторите описанные операции несколько раз до получения удовлетворительного результата. Как и при сварке, ключом к качественной работе является практика. Первые разрезы будут выглядеть очень непривлекательно, но со временем вы сможете уверенно получать чистый и ровный разрез. Для удаления небольших следов оплавленного металла понадобится небольшая механическая обработка места разреза.
Комментарии к этой статье