Оценка повреждения
Перед заменой участка кузовной панели нужно оценить повреждение. Внимательно определите размер поврежденного участка так, чтобы заменяемый участок был по возможности меньшим. Если это возможно, делайте разрез вдоль заводского шва. Чтобы найти его, осмотрите обе стороны кузовной панели на наличие соединений и следов точечной сварки. Такие места будут зашпаклеваны припоем с внешней стороны панели.
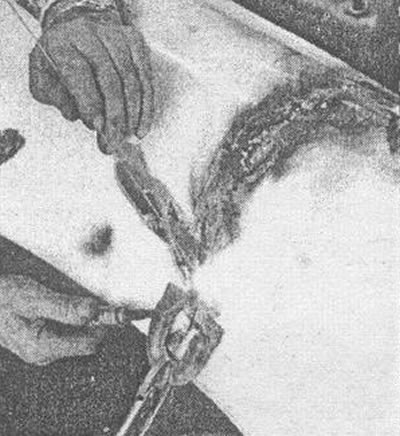
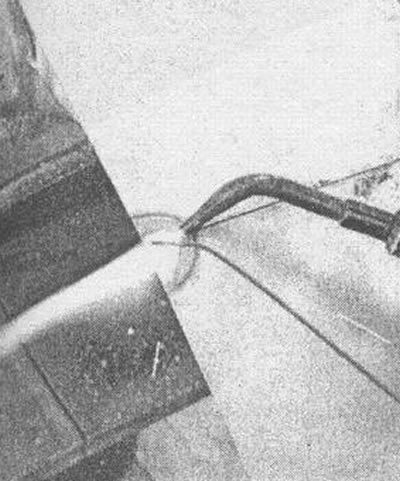
Воспользуйтесь газовой горелкой для удаления припоя и обнажите места точечной сварки. Высверлите эти места для освобождения панели по заводскому соединению (шву). Если это невозможно, то линия разреза определяется поврежденной областью. Вначале убедитесь, что вы не пересечете опорные детали или панели с двойными стенками.
Разметка линий разреза
Четко разметьте линии разреза. Лучше всего сделать это с помощью клейкой ленты. Если вы не хотите, чтобы линия осталась, проведите линию разреза пунктиром.
Теперь, после разметки, сделайте паузу и оцените планируемые места разреза. Проверьте еще раз на наличие в местах разреза опорных деталей, участков рамы, двойных стенок и уберите все электрические провода. Будьте особенно внимательны, чтобы не разрезать электрические провода, шланги и другие детали, которые не связаны с той панелью, участок которой будет заменяться. Если вы уверены, что все в порядке, можно начинать разрез.
Резка металла
Никогда не пользуйтесь отрезной горелкой для вырезания участков кузовных панелей. При работе горелкой возникает ряд проблем. Во-первых, нагревание деформирует и смещает панель. Во-вторых, полученная линия разреза будет неровной и покрыта шлаком. Помните, что вам для работы понадобится ровная линия разреза. А если вы работаете с автомобилем выпуска середины 80-х годов или более новым, кузовные панели которого изготовлены из высокопрочной стали, то воздействие тепла станет причиной затвердевания металла и его возможного растрескивания.

Если вам нужно сделать ремонт панелей из высокопрочной стали, то лучше поручите эту работу опытному кузовщику. Он должен иметь опыт и соответствующее оборудование для правильного проведения ремонта. Особенности работы с высокопрочными сталями описаны в конце гл. 3.
Как было сказано ранее, избегайте использования отрезной горелки для замены участков панелей. Вместо этого воспользуйтесь одним из нижеперечисленных приспособлений: ножницы по металлу, ножовка по металлу, электролобзик ручной или электрический пробойник. Любое из этих приспособлений поможет вам нормально вырезать участок панели с наименьшей деформацией и с ровной линией разреза. Используя одно из этих приспособлений или их комбинацию, вырежьте поврежденный участок в соответствии со сделанной ранее разметкой.
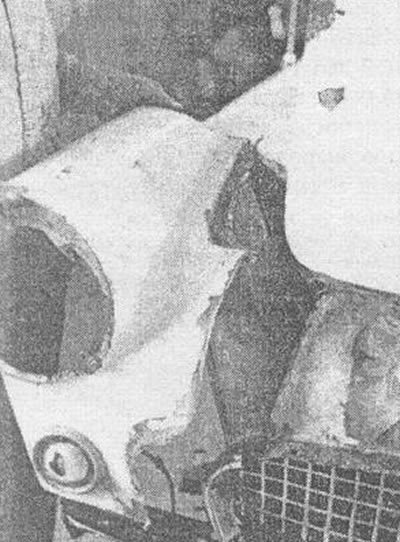
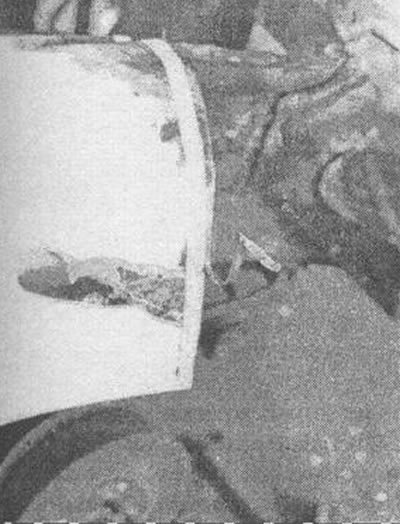
Сильно поврежденные участки нужно разметить и отрезать. Обратите внимание, что крыло и усилительная панель по-прежнему сварены друг с другом в месте перехлеста. Шов затем будет разделен с помощью высверливания точек сварки. Это обеспечивает дополнительную опору для усилительной внутренней панели.
После удаления поврежденного участка зачистите заусенцы и неровные края, которые могут помешать установке заменяемого участка или могут стать причиной травмы. Затем с помощью молотка и наковальни выровняйте металл вдоль линии разреза. Будьте осторожны, чтобы не растянуть металл. Работайте постепенно и осторожно. Теперь можно установить новый участок панели.
Установка нового участка панели
Если это не сделано раньше, вырежьте новый участок - точно такой же, как и старый, поврежденный, но оставьте примерно 5 см запаса по всей линии разреза. Повторим - не пользуйтесь отрезной горелкой; используйте те же инструменты, что использовали для вырезания поврежденного участка.
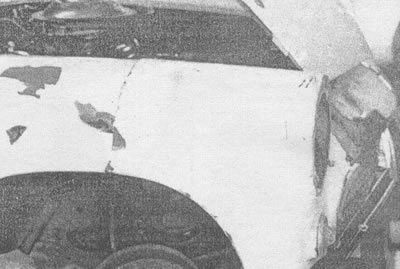
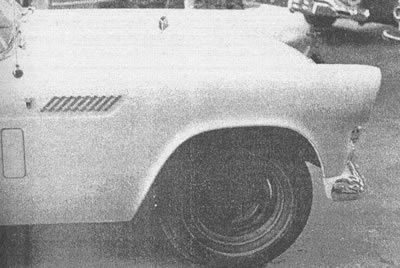
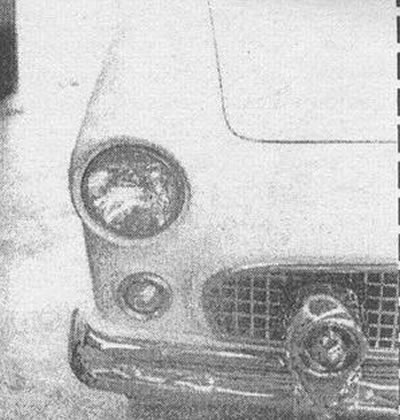
После вырезания (с запасом) из ненового, но еще хорошего крыла, заменяемый участок ставится на место для предварительной установки. Обратите внимание, что новая решетка и брызговик временно установлены для обеспечения правильной посадки.
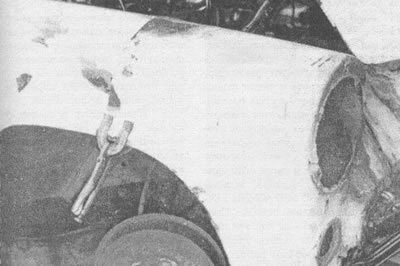
Спланируйте линию разреза для нового участка. Это позволит иметь некоторый запас между двумя линиями разреза. Гораздо легче удалить лишний листовой металл, чем добавить недостающий. Обратите внимание на приведенные выше рисунки - вновь устанавливаемый участок немного больше вырезанного поврежденного.
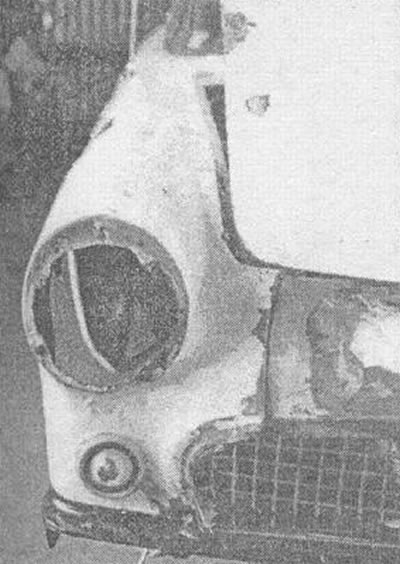
Приложите новый участок на кузов и закрепите его зажимами на листе. Можно воспользоваться струбцинами, фиксируемыми клещами или какими-нибудь другими зажимными приспособлениями при выравнивании устанавливаемой детали. Отрегулируйте новый участок так, чтобы он сидел правильно. Сверяйтесь по панели на другой стороне автомобиля. Примите соответствующие меры для точек крепления, а затем при необходимости вновь отрегулируйте деталь.
Проверьте совмещение, центровку и правильность расположения. Эти параметры являются важными. Если новый участок будет приварен в неправильном положении, то это создаст в будущем серьезные проблемы. Если вам придется начинать все заново после вырезания и сварки, то ваша работа по замене поврежденного участка превратится в очень сложную и трудоемкую задачу. Поэтому будьте абсолютно уверены в том, что все совмещено перед продолжением работы. Теперь разметьте новый участок для корректировки его формы.
Контуры должны совпадать, а сварные швы не должны иметь зазоров
Обрезка участка панели
С помощью острой чертилки обведите по вашему новому участку по контуру вырезанного участка. Проведите чертилкой несколько раз вперед - назад, пока не получится четкая и легко различимая линия. Обведите все участки, которые вы планируете обрезать. Затем нанесите метки для совмещения на обоих панелях. Сделайте эти метки на выступающих краях участков. Затем, когда новый участок снимается и обрезается, его можно будет вновь установить быстро и точно путем совмещения установочных меток друг с другом.
После проведения линий отреза и установочных меток снимите участок. Отрежьте металл в соответствии с нанесенной разметкой. Позднее с помощью молотка и наковальни можно будет окончательно подогнать форму. Установите на место обрезанный участок. Закрепите его на месте зажимами и убедитесь, что края совмещены друг с другом как можно ближе, без зазоров и перехлеста. Внимательно проверьте зазор. Он нигде по линии стыка не должен превышать величины 2,5 мм. Если зазор слишком велик, то проверьте совмещение или наличие заусенцев и подрежьте или подточите края напильником для обеспечения лучшей установки. Когда вы достигли хорошего совмещения, то можно переходить к сварке в нескольких местах.
Зажимы и сварка «прихватыванием» удерживают участок на месте для аккуратной установки и обрезания лишнего металла. Время, затраченное на этом этапе, поможет избежать проблем в будущем.
Обрезка и подгонка делаются вновь и вновь, пока заменяемый участок не будет сидеть идеально.
Клейкая лента указывает на место обрезки. Окончательная обрезка выполняется с помощью ножниц по металлу. Ни в коем случае не пользуйтесь отрезной горелкой.
При обрезке металл смещается, поэтому перед сваркой выровняйте края.
 |  |
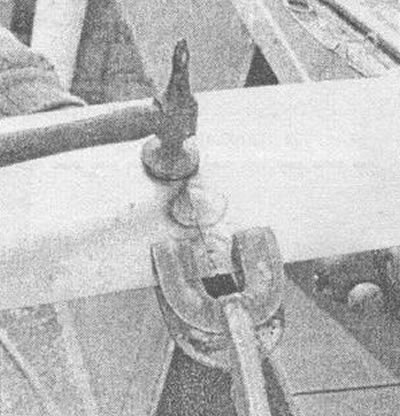
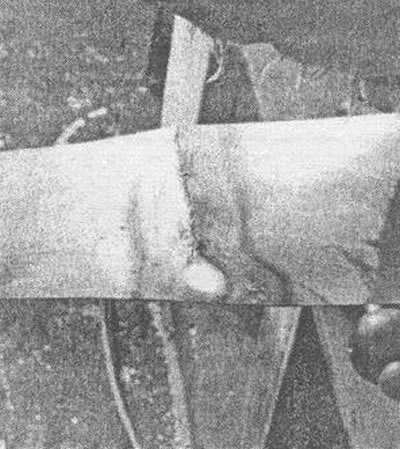
Рихтовка молотком и наковальней выровняет края. Обратите внимание, как точно наковальня соответствует контуру крыла. Сравните контур крыла до обработки (слева) и после рихтовки (справа).
Выпуклость и правая сторона крыла сидят хорошо. Зазор величиной в 1 см в левой части выпуклости можно устранить с помощью молотка и наковальни.
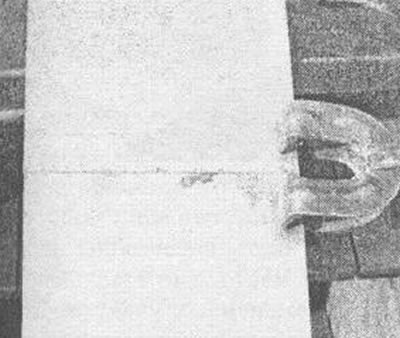
Окончательная проверка шва перед сваркой: обработка напильником выступающих мест уменьшит зазор. Краска и шпатлевка должны быть убраны с верхней стороны, а защитное покрытие и дорожная грязь - с обратной стороны крыла примерно на 5 см от шва перед выполнением сварки.
Приваривание нового участка
Если вы добились отсутствия зазоров в соединении, то вам не понадобится сварочный электрод для первоначальной сварки.

Предварительную сварку лучше начинать с одного или другого конца, но не с середины стыка. Затем перейдите к другому концу стыка и сделайте другое «прихватывание». Разделите расстояние между этими местами примерно на 4 части и «прихватите» в этих местах. Затем области разделите еще пополам и проведите сварку еще раз. Это предотвратит перегрев панели и ограничит деформации сварного шва.
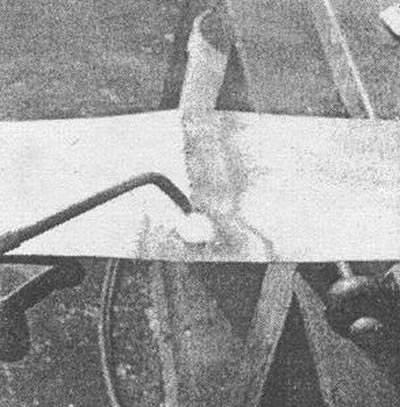
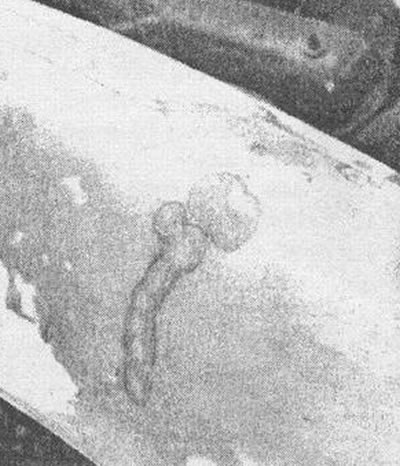
Небольшой нагрев и работа металлической щеткой удалят большинство припоя в этом месте. Однако, повторная сварка части крыла была затруднительной из-за загрязнения свинцом.
В процессе сварки вы сможете обнаружить смещение металла по сторонам места сварки. Если это произошло, то вам придется поработать молотком и наковальней для выравнивания краев стыка. Когда стык «прихвачен» через каждые 5-10 см, проверьте контуры восстановленного участка в месте стыка. Это нужно сделать путем сравнения контура поверхности с симметричной ей областью на другой стороне автомобиля. Если контуры различаются, то выясните причину. При необходимости разрежьте одно или несколько мест сварки и обработайте металл. В этот момент лучше всего исправлять ошибки. Проверьте несколько раз, что все правильно. Когда вы будете удовлетворены результатами работы, то можно начинать окончательную сварку стыка.

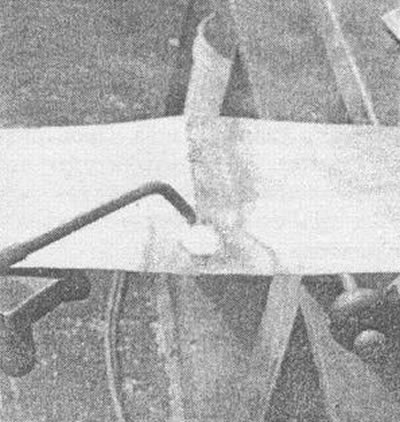
Место предварительной сварки готово для проведения окончательной сварки. Вначале выровняйте место стыка молотком и наковальней.
Газовая сварка стыка
Хотя лучше всего для стыка использовать сварку в атмосфере инертного газа (аргоновую сварку) или же дуговую сварку в атмосфере гелия, но можно все хорошо сделать и обычной газовой сваркой.
Газовая сварка делает металл в месте сварки более мягким и обеспечивает меньшую деформацию и смещение. Это означает меньший объем работ по обработке металла.
Перед тем, как вы перейдете к окончательной сварке, убедитесь, что молоток и наковальня находятся у вас под руками. При сварке металл может смещаться. Вы можете использовать молоток и наковальню для коррекции сварного шва при проведении сварки. И пользуйтесь самым маленьким сварочным наконечником на горелку для предотвращения перегрева и последующей деформации.
Приступайте к сварке стыка так же, как вы делали это на «тренировочном» участке. Избегайте прожигания отверстий, окисления металла или чрезмерного перегрева одной области. После завершения сварки сделайте паузу и осмотрите свою работу. Нагрев деформирует металл в области сварки, но рихтовка этой области вернет ей нужную форму. Теперь перейдем к описанию процесса рихтовки сварного шва.
 |  |
Окончательная сварка обоих соединений закончена; участок крыла стал теперь составной частью кузова автомобиля. Рихтовка сделает сварной шов плоским и выпрямит стык, который деформировался от сварки.
Рихтовка сварного шва
Из-за большого тепловыделения при газовой сварке металл вдоль сварного шва деформируется и смещается. Для исправления этого положения и используется методика рихтовки сварного шва. При чтении следующего материала постоянно обращайте внимание на сопроводительные рисунки.
Когда стык заварен и его контур как можно ближе к качественному, можно приступать к рихтовке шва. Эта операция может выполняться одним человеком, но все же лучше воспользоваться услугами помощника.
Попрактикуйтесь в рихтовке сварного шва на кусках листового металла. Соедините два листа вместе и закрепите их зажимом.
«Прихватите» сваркой листы в нескольких местах.
После предварительной сварки выровняйте стык молотком и наковальней. Затем производите окончательную сварку.

Обратите внимание, как закрутился передний край металла, а сварной шов выступает над поверхностью металла. Его нужно выпрямить и сделать плоским с помощью рихтовки.
С использованием сварочной горелки для газовой сварки нагрейте участок сварного шва длиной 5-7 см (не более 2,5 см в диаметре) до яркого вишнево-красного цвета. Участок размером 7 см является максимальным, на котором можно работать без избыточного охлаждения металла.
 |  |
Найдите помощника, который будет держать горелку, чтобы вы были свободны для рихтовки шва молотком и наковальней.
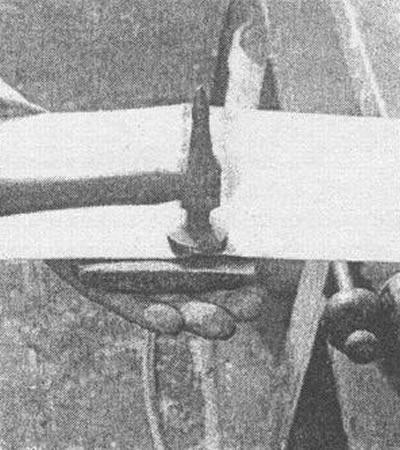
Затем быстро с помощью рихтовочного молотка и наковальни обработайте шов так, чтобы он стал плоским. Старайтесь, чтобы форма наковальни совпадала с контуром участка панели как можно лучше. Избегайте наковален с острыми углами, так как металл в нагретом докрасна состоянии может быть прорублен острым краем наковальни.
Повторяйте операцию до тех пор, пока весь шов не будет плоским и стык не будет на одном уровне с окружающей поверхностью. Учтите: некоторые кузовщики предпочитают сочетать сварку и рихтовку сварного шва. Проварите 2,5 см шва, затем отрихтуйте его. Продолжайте процесс до тех пор, пока весь стык не будет заварен и отрихтован.
Нагрейте другие 5-7 см шва, которые находятся рядом с только что обработанным участком и повторите операцию. Работайте непосредственно в области шва и не пытайтесь производить горячую усадку в процессе рихтовки шва. Это можно будет сделать позднее при необходимости.
Теперь вы сможете оценить удобство работы вдвоем с помощником при рихтовке сварного шва: один человек нагревает металл, а другой производит рихтовку молотком и наковальней.

Молоток является основным инструментом кузовщика при рихтовке сварного шва. Помощник с горелкой здесь не виден. Он нагревает небольшой участок, а затем участок делается плоским с помощью молотка и наковальни. Процесс повторяется до тех пор, пока не будет отрихтован весь шов.
Если у вас нет помощника, то вам придется подумать, как подвесить каким-то образом горелку при работе молотком и наковальней.
Вы должны обрабатывать металл, когда он нагрет докрасна. Потребуется быстро перемещать горелку, подставлять наковальню и производить рихтовку. Поместите горелку в таком месте или подвесьте ее так, чтобы она не упала и не перекручивалась и ее можно было легко зажигать и гасить. Сделайте несколько «холостых» проходов горелкой перед началом работы с металлом. Это поможет вам определить, стабильна ли ваша конструкция и правильно ли расположена горелка.
После того, как весь сварной шов будет отрихтован, проверьте контур панели еще раз.
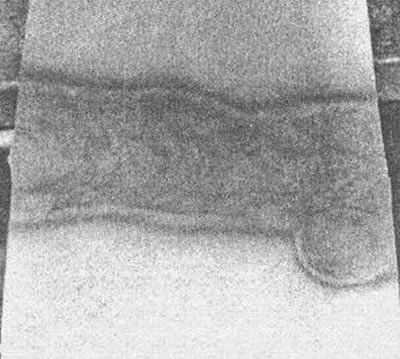
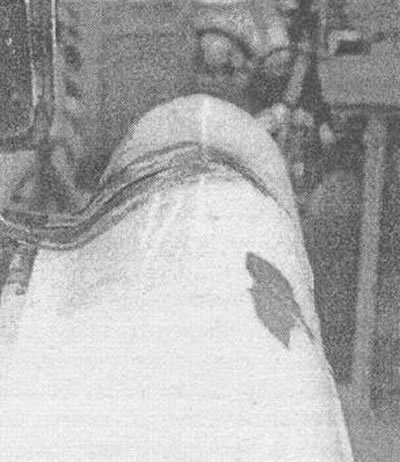
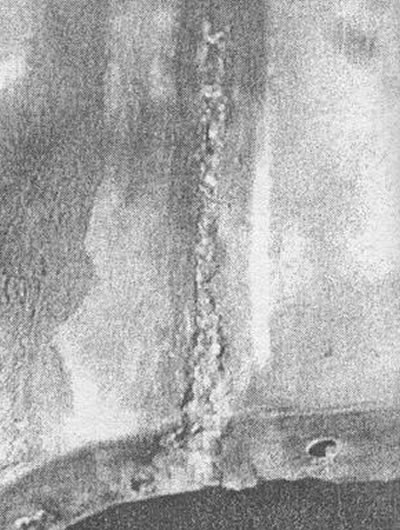
Отрихтованный шов теперь плоский и без деформаций. Обратите внимание на след от горячей усадки в правой нижней части сварного шва.
Рихтовка сварного шва должна выровнять уровень поверхности, на которой находится сварной шов с уровнем стальной панели, хотя это и не последний этап в процессе создания безупречной панели. Остается еще немного работы по обработке металла. Не все области шва будут плоскими и ровными. Потребуется некоторая дополнительная рихтовка молотком и наковальней в области сварки и рядом с ней. Может потребоваться проведение горячей усадки для возвращения на место растянутого металла. Эти операции и рихтовка должны приблизить форму обрабатываемой вами панели к идеальной.

Отрихтованный сварной шов: трудно отличить место сварки от окружающего металла.
Последние этапы в процессе рихтовки сварного шва такие же, как и в других кузовных операциях. Обработайте панель напильником, шлифовальной машинкой и отделочным молотком. Для достижения нужного контура панели обработайте всю ее поверхность.
Время от времени делайте паузу и осмотрите вашу работу. Вы должны быть неспособны определить то место, где был шов. Панель с замененным участком должна выглядеть как единая деталь. Совмещение и контуры должны быть идеальными, швы должны быть готовы к окончательным фазам: шпаклевке, доводке и окраске.
Обратите внимание на пятна от горячей усадки на левой части рисунка.
Работа закончена: панель зашпаклевана, загрунтована, покрашена. все детали установлены и автомобиль можно выкатывать из мастерской.
Кто узнает, что крыло было повреждено? Осталось всего лишь нанести защитное покрытие для предотвращения ржавчины с обратной стороны.
Комментарии к этой статье