Вы можете обрабатывать алюминий быстрее и легче, чем для мягкой стали. Однако, способность алюминия к отжиму и его размягчение могут стать причиной проблем. Формовка уменьшает толщину материала - чрезмерная обработка может сделать толщину алюминия сравнимой с толщиной фольги. Рассмотрим это когда вы работаете с панелью. Она может быть усажена, но не до такой степени, как она может быть растянута. При работе с вмятиной не перестарайтесь. Поднимите вмятину, отрихтуйте ее рихтовочным молотком и остановитесь. Недоработка алюминия лучше, чем его переработка.
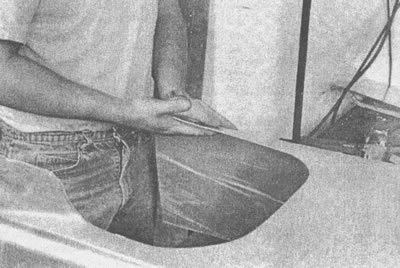
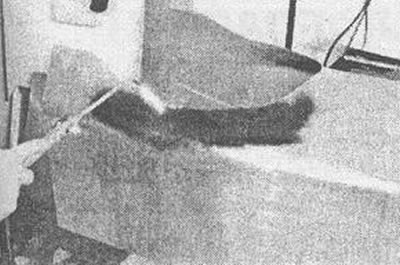
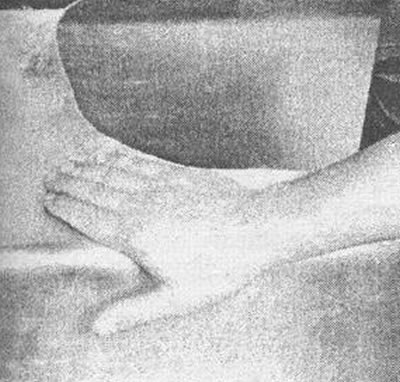
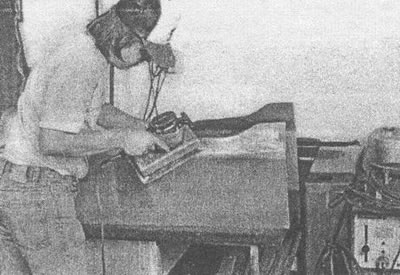
Мастер начинает обработку металла, сгибая вверх боковые стороны руками.
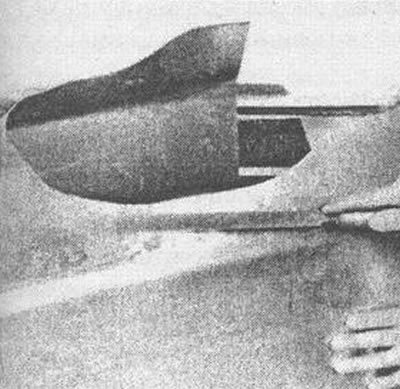
Способом предотвращения «переработки» алюминиевых деталей является наличие у работающего наковален различной формы. Чем ближе форма наковальни к желаемой форме панели, тем меньше вам нужно будет обрабатывать металл для получения нужной формы.
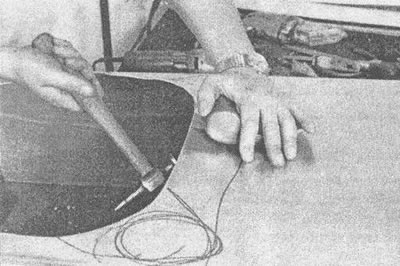
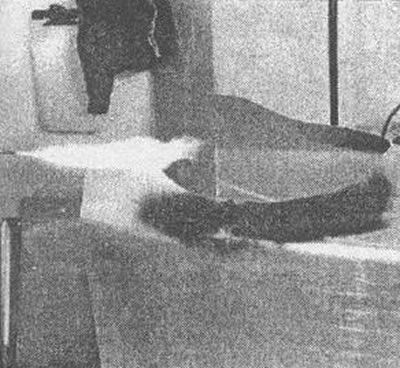
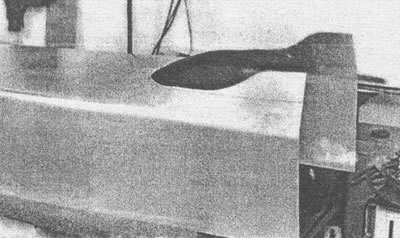
Начинается серьезная работа молотком и наковальней. Обратите внимание на то, что форма наковальни совпадает с тем контуром, который нужно получить мастеру.
Так как алюминий обрабатывается легко, по возможности используйте рихтовочный молоток. Это нужно делать потому, что рихтовочный молоток имеет меньшую тенденцию к утоньшению металла. Фактически он стремится усадить металл подобно тому, как это делается с помощью усадочного молотка.
Пользуйтесь рихтовочным молотком так же, как описано в гл. 4. Ощупывайте металл руками для поиска вмятин. Осторожно поднимайте эти вмятины с помощью молотка. Бугорки нужно обрабатывать с помощью молотка и наковальни.
При создании сложных радиусов требуется работа в два раза больше, чем при простых изгибах.
Для получения нужной формы используются различные методики рихтовки и ударов молотком. Когда вы уже не ощущаете рукой выступы и ямки, то обработайте поверхность кузовным напильником. Это поможет быстро выявить оставшиеся вмятины и удалить бугорки. Пользуйтесь кузовным напильником осторожно. При обработке алюминия можно быстро убрать много материала.
Рихтовка молотком и наковальней заканчивается путем обработки кузовным напильником. Выровняйте обрабатываемую область с помощью наждачной шкурки зернистостью 80.
Отпуск
Отпуск является процессом, который размягчает затвердевший металл. Для алюминия он выполняется, достаточно просто. Но как узнать о том, что алюминий нужно отжигать?
Когда вы работаете с участком кузовной панели, то можно почувствовать, что алюминий становится тверже с каждым ударом молотка. Становится труднее обрабатывать металл и звук от ударов меняется. Металл начинает звучать так, как твердый. Если вы продолжаете обрабатывать затвердевший металл, то он треснет. Для предотвращения этого явления остановите работу и произведите отпуск затвердевшего участка.
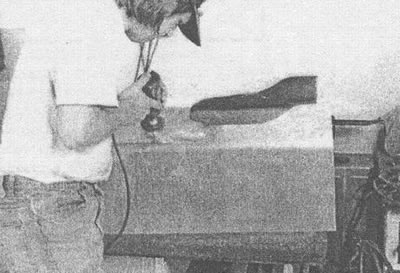
Для отпуска (отжига) необходима газовая горелка. Зажгите горелку и отрегулируйте ее на богата ацетиленом пламя, которое использует мало кислорода. Вам нужно холодное оранжевое пламя с образованием большого количества сажи. Направьте это пламя на отпускаемую область так, чтобы черная сажа равномерно покрыла ее. Не нагревайте металл; покройте его сажей.
Когда вся поверхность покрыта сажей, отрегулируйте горелку так, чтобы из нее выходило длинное голубое пламя без сажи.
Это «холодное» пламя, которого недостаточно для сварки. Проведите горелкой вперед - назад по поверхности, чтобы равномерно и постепенно нагреть ее. Когда панель начнет достигать температуры отпуска, то сажа начнет выгорать.
Когда большинство сажи выгорит, быстро накройте поверхность очень влажной и большой тряпкой или губкой. Такой нагрев и закалка вернет алюминию способность к обработке и вы правильно проведете отпуск.
Повторяйте этот процесс по мере необходимости. Однако, работайте осторожно, чтобы не перестараться.
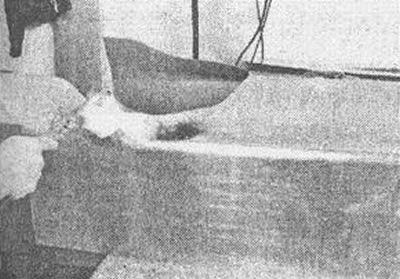
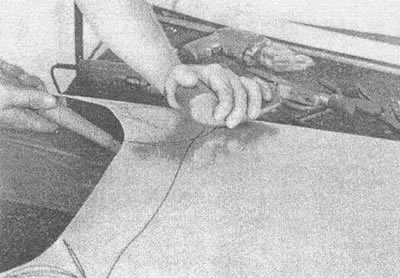
После отпуска работа молотком и наковальней может быть продолжена. Мастер ощупывает рукой поверхность на предмет наличия бугорков и ямок.
Напильник срезает верхушки бугорков. При обработке алюминия напильником работайте осторожно - он снимается намного быстрее, чем сталь.
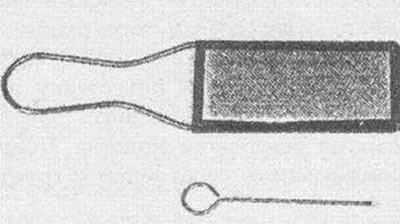
Приспособления, необходимые в процессе обработки алюминия напильником - щетка для напильников и шило. Зубцы напильника забиваются алюминием, уменьшая его режущую способность. С помощью щетки частицы алюминия удаляются из напильника. Остальные частички можно удалить шилом.
После обработки напильником бугорки становятся блестящими. Рихтовочный молоток поднимает вмятины.

Усадка
Если в результате обработки молотком и наковальней и отпуска у вас получится «больше» металла, чем было раньше, то нужно сделать его усадку. К сожалению, алюминий подвергнуть горячей усадке невозможно. Все кончится проплавлением отверстия в алюминии. Вместо этого воспользуйтесь усадочным молотком или наковальней, как описано в гл. 4. Эта методика хорошо работает.
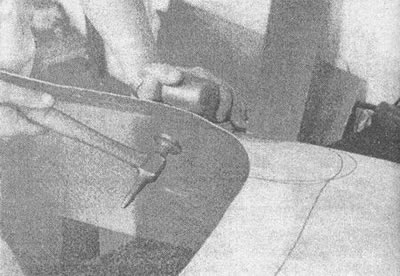
Вернитесь к обрабатываемому месту и подложите наковальню, которая соответствует по форме контуру панели. Стукните по металлу усадочным молотком с усилием, достаточным для переноса клетчатой текстуры поверхности молотка на металл. Большое усилие деформирует металл. Слишком слабое усилие будет напрасной попыткой. После нескольких хороших ударов по поверхности проведите по ней рукой, чтобы определить место, по которому нужно стукнуть еще раз.
Не убирайте напильником следы от усадки. После этой обработки металл станет слишком тонким. Вместо этого слегка поработайте напильником, чтобы поддержать правильную форму панели. Затем нанесите полимерную шпатлевку или несколько слоев грунтовки, чтобы заполнить раковины, образованные ударами усадочного молотка. Подробные указания по использованию шпатлевки и грунтовки содержатся в гл. 6.
Окончательная обработка в вогнутой области производится с помощью дрели, в патрон которой зажат абразивный диск диаметром 7,5 см.
Широкие плоские участки быстрее шлифуются с помощью плоской шлифовальной машинки.
Для подготовки алюминиевой панели к покраске нужно произвести ее доводку и шпаклевку.
Сварка алюминия
Сварка алюминия не сильно отличается от сварки стали. Просто при этом требуется некоторая практика и некоторые специальные материалы в зависимости от того, какую сварку вы используете: газовую или электрическую. Если вы пользуетесь газовой сваркой, то вам потребуется флюс для сварки алюминия и специальный электрод. Флюс удаляет окислы и загрязнения, которые образуются на поверхности алюминиевого сплава. Для дуговой сварки в среде инертного газа вам потребуется специальный электрод. Подробнее о сварке алюминия можно прочитать в специальной литературе.
Комментарии к этой статье