Баллоны
Кислородные баллоны больше ацетиленовых, так как при сварке и резке металла, особенно при резке, используется больше кислорода, чем ацетилена. В верхней части каждого баллона имеется клапан отсечки. К нижней части каждого клапана подсоединяется регулятор давления (редуктор). Редуктор (регулятор) давления требуется для уменьшения давления из баллона или регулировки давления на определенном уровне в процессе резки или сварки.
Внимание: Никогда не используйте кислород и ацетилен под высоким давлением.
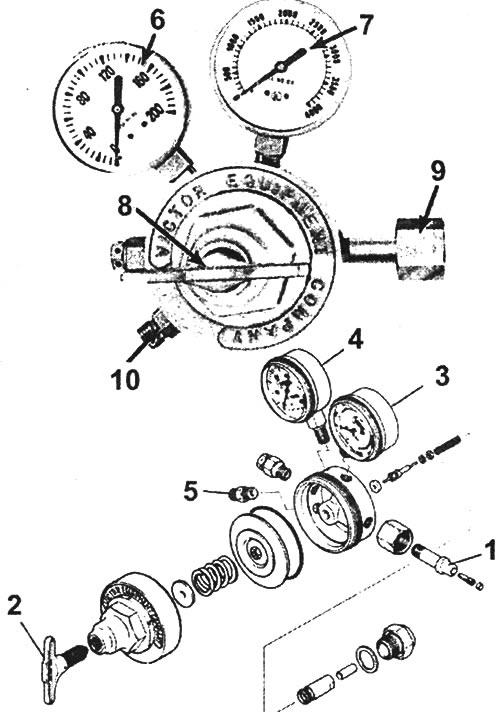
Детали кислородного редуктора: 1 - входной штуцер редуктора; 2 - винт регулировки давления; 3 - манометр высокого давления; 4 - манометр низкого давления; 5 - выходной штуцер редуктора; 6 - манометр низкого давления; 7 - манометр высокого давления; 8 - винт регулировки давления; 9 - входное соединение; 10 - выходное соединение.
Внимательно изучите эти детали "живьем" и определите, как ими пользоваться для целей безопасности. Соединения на ацетиленовом редукторе и на шлангах имеют левую резьбу; кислородные соединения имеют правую резьбу. Гайки на соединениях для ацетилена также имеют V-образную канавку вокруг центра плоского участка для идентификации. К каждому редуктору подсоединены два манометра. Они являются точными приборами и с ними нужно обращаться осторожно. Манометр с более высокими значениями является манометром высокого давления; он калибруется в килограмм-силах на квадратный сантиметр (кгс/см2). Манометр с небольшими значениями является манометром низкого давления и калибруется в тех же единицах. Хотя давление в баллоне снижается с уменьшением объема газа, редуктор поддерживает линейное давление в определенных пределах. Когда давление в баллоне снижается сильно, линейное давление также спадает. Затем его нужно отрегулировать заново.
Винт регулировки давления
Регулировочные винты редуктора управляют линейным давлением в шлангах для кислорода и ацетилена и в горелке. При повороте по часовой стрелке редуктор увеличивает давление и, соответственно, потоки кислорода и ацетилена через шланги к горелке. Конечно, это предполагает, что клапан на баллоне открыт и газ поступает к редуктору.
Выходные соединения
Сварочные шланги подсоединяются к выходным штуцерам редуктора. Мы рекомендуем использовать пламегаситель между редуктором и шлангами для предотвращения возможности проникновения пламени обратно по шлангу в баллон, что может привести к взрыву. Повторим, что на соединениях для ацетилена используется левая резьба, а в соединениях для кислорода - правая резьба.
Никогда не смазывайте выходные соединения редуктора или любые детали сварочного оборудования! Эти соединения должны постоянно поддерживаться чистыми.
Шланги
Шланги подводят газы под низким давлением от редукторов к горелке. Они связываются вместе для удобства пользования.
Как указано выше, сварочные шланги кодируются разными цветами: красным для ацетилена и зеленым или черным для кислорода. Сварочные шланги изготовлены из чередующихся слоев резины и оплеток. Центр шланга сделан из резины, окруженной прорезиненной тканью, которая затем покрывается про-вулканизированным резиновым защитным слоем. Большинство сварочных шлангов являются огнеупорными. Они все же могут гореть, но самостоятельно гаснут, если источник тепла удален.
Правила обращения со шлангами
Если со шлангами правильно обращаться, то они будут долго и надежно служить. Руководствуйтесь нижеперечисленными правилами обращениями со шлангами:
- Выдуйте защитный тальк из нового шланга перед его использованием для сварки или резки металла.
- Держите сварочные шланги подальше от открытого пламени, падающих искр или капель металла.
- Не наступайте и ничего не кладите на шланги.
- Заменяйте разрезанные, потрескавшиеся и перетертые участки шлангов с помощью муфт правильного размера.
- Никогда не путайте ацетиленовые и кислородные шланги.
- Заменяйте сварочные шланги, если на них много соединительных муфт или если они сильно растресканы или изношены.
Корпус сварочной горелки
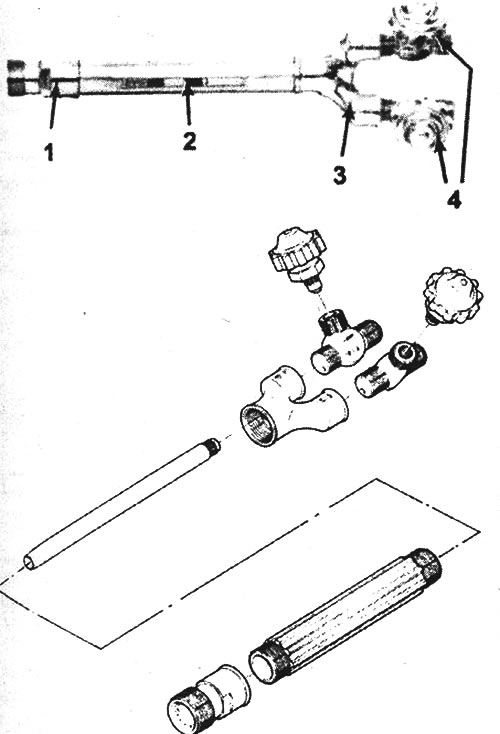
Сварочная горелка: 1 - головка горелки; 2 - цилиндр; 3 - корпус горелки; 4 - клапаны управления.
Сварочная горелка представляет собой пару трубок с управляющими клапанами. Один клапан с трубкой управляет подачей ацетилена, другой - подачей кислорода. Корпус сварочной горелки не предназначен для смешивания газов. Это достигается с помощью сварочного или отрезного наконечника, который подсоединяется к корпусу горелки. Корпус служит в качестве ручки и для управления подачей газов к наконечнику.
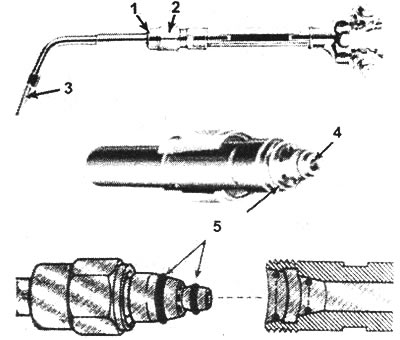
1 - конус; 2 - гайка для подсоединения сварочного наконечника; 3 - сварочные наконечники; 4 - винтовой смеситель; 5 - уплотнительные кольца.
Два уплотнительных кольца уплотняют сварочный наконечник на корпусе горелки. Маленькое уплотнительное кольцо уплотняет канал подачи ацетилена; большое кольцо - канал подачи кислорода.
Клапаны управления
В корпусе горелки есть два управляющих клапана у выходных концов шлангов, один - для ацетилена, другой - для кислорода. Кроме этого, специальные гайки могут потребовать небольшого подтягивания, но никогда не смазывайте их. Убирайте грязь и пыль чистой тряпкой.
Цилиндр
Цилиндр (ручка) горелки является просто коллектором, который по отдельности подает кислород и ацетилен к сварочному наконечнику. Кислород подается через трубку в центре цилиндра; ацетилен подается через несколько отверстий, расположенных концентрично вокруг центральной трубы.
Наконечник
Сварочный или отрезной наконечник или головка накручивается на цилиндр горелки. Кислород из цилиндра направляется через центральный канал для кислорода в наконечнике; ацетилен поступает в отверстия вокруг канала для кислорода. Конусная поверхность внутри головки уплотнена кольцом для создания плотного соединения. Наружная резьба и внутренний конус могут быть восстановлены при повреждениях. Пыль и грязь убираются чистой тряпкой.
Запуск (зажигание) горелки
Предположим, что вам необходимо сварить листовой металл толщиной 0,8 мм. Руководство, прилагаемое к вашему сварочному аппарату, рекомендует использование наконечника № 0 при линейном давлении кислорода и ацетилена 0,2 кгс/см2.
Начните с открывания клапанов баллонов, но с закрытыми клапанами горелки. Отрегулируйте давление редуктора до величины примерно 0,35 кгс/см2. Если вы решите заменить размер наконечника в процессе работы, то вы должны будете также отрегулировать линейные давления.
Теперь можно зажигать горелку. Всегда начинайте с надевания защитных очков. Откройте клапан для ацетилена на горелке примерно на 1/2 оборота, клапан для кислорода - примерно на 1/4 оборота. С помощью специальной зажигалки зажгите горелку. Не пользуйтесь спичками, прикуривателем или другим источником открытого пламени. Направляйте горелку в сторону от людей, животных и от баллонов с газами. Открывайте клапан для кислорода до тех пор, пока не исчезнет черный дым или сажа. Теперь отрегулируйте редукторы до рекомендуемого давления (в нашем случае 0,2 кгс/см2).
Когда изменяется линейное давление, подрегулируйте горелку так, чтобы пламя было нейтральным. Различные типы пламени показаны на рисунке.
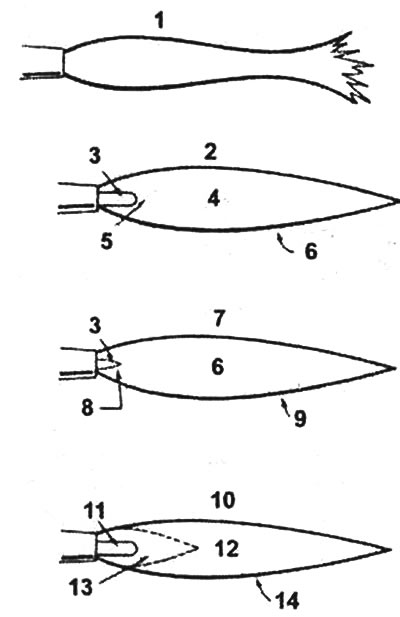
1 - пламя из чистого ацетилена; 2 - нейтральное пламя; 3 - белый внутренний конус; 4 - почти бесцветное; 5 - нет «оперениям из ацетилена; 5 - голубовато-оранжевое; 7 - окисленное пламя; 8 - внутренний конус короче; 9 - почти бесцветное; 10 - науглероженное пламя; 11 - внутренний конус; 12 - белое; 13 - «оперение» из ацетилена интенсивно-белое с рваными краями; 14 - светло-оранжевое.
Каждый из четырех типов сварочного пламени имеет специфическую цель. Нейтральное пламя используется чаще всего - оно предназначено для сварки.
Отрегулируйте клапаны горелки так, чтобы в пламени был яркий, светло-голубой конус. Когда "перистые" края пламени исчезают, виден острый внутренний конус и нет шипящего звука, то горелка отрегулирована правильно.
Отрегулируйте пламя, пока вы не будете уверены в том, что ваше пламя нейтральное. Если подается слишком много кислорода, то получится окисленное пламя. Этот тип пламени сопровождается громким шипящим звуком. Вместо расплавления металла окисленное пламя будет сжигать его.
Пламя, обогащенное ацетиленом, будет науглероженным пламенем, которое определяется по длинному, оранжевому, грубо "оперенному" концу. Науглероженное пламя вводит в металл избыточный углерод. Вместо этого пламя должно быть светло-голубым с четко определенным ярко-голубым внутренним конусом. При получении хорошего нейтрального пламени можно начинать сварку.
Комментарии к этой статье