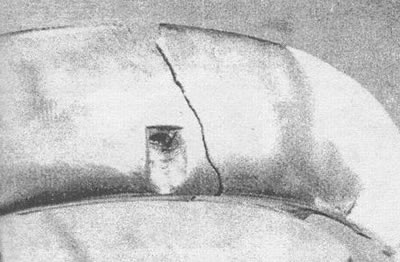
Например поврежденный ободок фары можно отремонтировать с помощью сварки с использованием твердого припоя.
Температура плавления сплава составляет примерно 3900°С, как и для электрода. Ни электрод, ни сам свариваемый металл не сразу переходят при нагревании из твердого в жидкое состояние. Вместо этого оба материала имеют пастообразную переходную фазу в близкой температурной области. Припой для автомобильных кузовов реагирует подобным образом, но диапазон температур для "белых" металлов намного уже. Правильный диапазон температур для сварки находится в этой пастообразной фазе, т.е. между точкой (температурой), в которой металл начинает размягчаться и точкой жидкой фазы. Этот разброс невелик и контроль температуры является определяющим параметром.
Очистка детали
Как практикуется для любого вида сварки, и в этом случае нужно механически зачистить детали из белого металла. Если деталь имеет трещину, то сделайте напильником или отрезной машинкой V-образную канавку в нижней части трещины. Если деталь повреждена, то сделайте косую фаску на поврежденных краях. Убедитесь, что свариваемые края чистые до блеска. Даже электрод нужно зачистить.
Кроме этого, удалите механически весь хром с области, в которой будет производиться сварка, с помощью приспособления для зачистки. После сварки деталь придется хромировать повторно.
Из-за пор в металле проверьте наличие влаги в области трещины. Для сушки детали поместите ее в духовку плиты примерно на час. Начните с температур порядка 100°С и постепенно повышайте температуру примерно до 200°С. Не нагревайте деталь слишком быстро, иначе на поверхности могут появиться трещины.
Крепление детали
Деталь нужно подпереть или надежно закреплять в том месте, где будет производиться сварка. В противном случае при нагреве до температуры сварки рабочая область может провиснуть или сместиться. Чтобы этого не случилось, воспользуйтесь опорой. В качестве опоры можно воспользоваться любым материалом, который не плавится, не загорается и не разлагается при нагревании до температуры порядка 400°С.
Контроль температуры
Отрегулируйте горелку на минимально возможное пламя. Отрегулируйте пламя так, чтобы примерно за 10 сек. на расстоянии примерно 5 см под его действием металл начал размягчаться. Более горячее пламя контролировать намного сложнее.
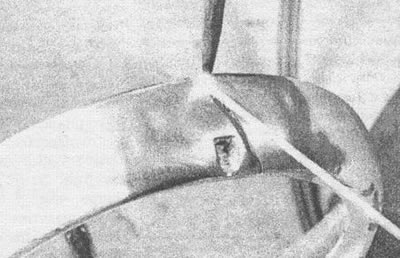
Вы должны нагревать электрод (припой) и основной металл одновременно. Прижмите конец электрода непосредственно к той области, где производится сварка. Направляйте пламя и на свариваемую область, и на электрод. При прогреве прикладывайте электрод к поверхности основного металла так, чтобы вы знали, когда электрод начнет размягчаться и это будет соответствовать правильной рабочей температуре.
На поверхности основного металла будут появляться маленькие блестки или небольшие провалы при приближении к нужной температуре сварки. Как только вы увидите их, вы должны быть готовы вставить размягченный конец электрода (припоя) в ремонтируемую область, соединяя детали вместе. Держите горелку близко к рабочей области. Когда электрод и основной металл начнут плавиться, вы должны отвести горелку назад - оставьте пламя, чтобы оно было направлено непосредственно на место работы.
Если горелка находится слишком близко, то металл будет перегреваться и все закончится вспучиванием металла. Не направляйте пламя от места работы, а затем не возвращайте его назад. Это станет причиной того, что ремонтируемая область будет переходить из слишком горячего в слишком холодное состояние. С помощью отведения пламени вертикально назад и оставив его направленным на место сварки вы сможете контролировать нагрев более точно. Когда оба металла перейдут в пастообразное состояние, добавляйте электрод до тех пор, пока не образуется небольшой излишек заполнения шва.
Используйте низкое давление газов для сварки сплава. Избыточное давление может просто сдуть сварной шов.
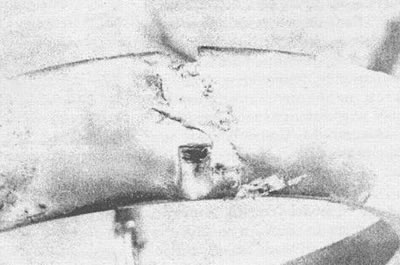
Хотя место сварки выглядит и не очень красиво, проникновение составляет 100%.
После окончания сварки деталей обработайте отремонтированное место механически так, чтобы оно не выступало за уровень окружающих деталей. Окончательная обработка производится с помощью мелкой наждачной шкурки.
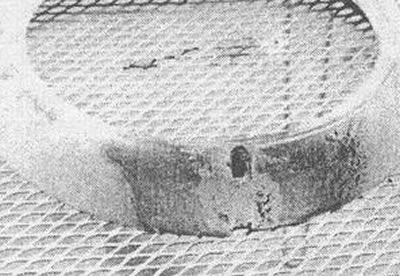
Сварной шов зачищен. Шпаклевка, грунтовка и окраска восстановят вид ободка фары до уровня практически новой детали.
После этого деталь можно хромировать или покрасить и в конце концов она будет выглядеть не хуже новой.
Комментарии к этой статье