Существует много типов электрических сварочных аппаратов, но мы рекомендуем использовать аппараты на сварочный ток 225-230 А. Вы можете приобрести аппарат на ток в 180 или даже 100 А, однако аппарат, рассчитанный на ток 225-230 А, будет лучше, тем более что разница в цене не очень большая.
Хотя сварочный аппарат и рассчитан на ток до 235 А, но маловероятно, что при работе будет использоваться такой большой ток. Сталь толщиной до 13 мм можно варить током 180 А, сталь толщиной 6 мм - током 130-145 А, а для сварки стали толщиной порядка 3 мм достаточно тока в 75 А. В связи с этим возникает вопрос: "Зачем нужен аппарат с током в 225-230 А?" Ответ будет таким же, как и при приобретении автомобиля с двигателем мощностью 300 л.с. - для дополнительного резерва. Даже если такая мощность никогда и не понадобится, то сварочный аппарат не будет перегружаться.
Проконсультируйтесь относительно ваших требований к сварочному аппарату при его приобретении с учетом своих материальных возможностей. Продавец или консультант даст вам необходимые советы по приобретению. Помните, что вы покупаете аппарат для себя, а не для продавца.
Сварочный аппарат должен быть полностью готов к включению в бытовую электросеть напряжением 220 В, защищенную предохранителем на ток 50-60 А или автоматическим предохранителем. Не пользуйтесь розеткой для электрической кухонной плиты.
Мы рекомендуем приобретать аппарат отдельно, а не в комплекте с маской, электрододержателем и с зажимами, а также с набором электродов для сварки. Скорее всего, вам придется выбросить прилагаемые к аппарату дополнительные аксессуары и купить другие, специального назначения. Но может случиться и так, что прилагаемые аксессуары могут подойти вам - попробуйте. Имейте в виду, что в магазинах имеется широкий выбор аксессуаров различного качества и назначения.
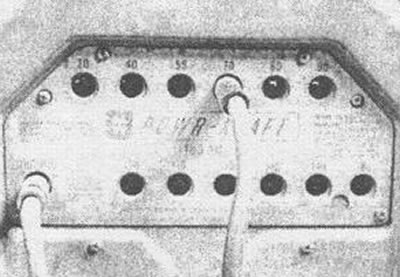
Провод питания вставляется в отверстие, соответствующее наименьшему значению необходимого сварочного тока для достаточного проникновения в шве. Слишком большой сварочный ток дает слишком большой перегрев и прожжет металл насквозь.
Электроды
Электрод поддерживает электрическую дугу. Он также подает металл электрода для сварочного соединения и флюс для защиты места сварки от загрязнения. Электроды для электросварки покрыты флюсом. Это расплавленное покрытие защищает свежую сварку, замедляя скорость охлаждения.
Для сварки различных типов стали имеются различные электроды. Не покупайте больше электродов, чем вам нужно. Покрытие электрода разрушается под действием влаги, поэтому нужно держать электроды в сухом месте. При покупке электродов имеет смысл проконсультироваться со специалистом.
Предварительные замечания
Практически всего в электросварке можно достичь практикой, в том числе подбор правильного электрода и установки правильного значения сварочного тока для конкретного металла, который вы собираетесь сваривать. Обратитесь к инструкциям, которые прилагаются к сварочному аппарату. На вопросы относительно скорости движения электрода, под каким углом его держать и т.д. можно дать надежный ответ только в результате практической работы.
Перед тем как включить вилку своего сварочного аппарата в сеть напряжением 220 В, отключите основной рубильник. Проверьте, что заземление подсоединено к заземляющему проводу сварочного аппарата. Убедитесь также, что плавкий или автоматический предохранитель способен выдержать ток 50-60 А при работе сварочного аппарата. Если предохранитель не рассчитан на такой ток, то он перегорит или отключится и аппарат не сможет работать некоторое время. И наоборот, если предохранитель рассчитан на слишком большой ток, то изоляция проводов может загореться.
В предположении, что указанные условия выполнены, включите сварочный аппарат в сеть и подсоедините заземляющий зажим к стальному рабочему столу или к свариваемой детали. Проверьте качество соединения.
Вообще говоря, большой и толстый кусок металла требует электрода большего диаметра и большего значения сварочного тока для большего тепловыделения. В инструкции к сварочному аппарату должны приводиться данные по диаметрам электродов и значениям сварочного тока. Но из-за того, что технические условия изменяются от аппарата к аппарату и для различных фирм-изготовителей, нет определенных универсальных правил для установки значений тока. Практика и эксперимент подскажут вам, правильно ли вы устанавливаете значение тока.
При избыточном тепле в тонком или легкоплавком материале могут образовываться отверстия и шов будет плоским и пористым. Также шов будет проплавлять края металла. Такое проплавление имеет место, когда основной металл по бокам шва выплавляется и становится ниже по сравнению с "нормальной" поверхностью базового материала.
При недостаточном тепле шов выглядит так, что он просто наложен поверх места сварки - проникновение шва недостаточное. Шов будет нерегулярным и вам будет трудно поддерживать дугу. В заключение, если ток будет установлен слишком низким, то у вас возникнут сложности с дугой. Электрод будет стремиться "залипать" или же вам будет сложно поддерживать горение дуги.
При правильной установке величины тока дуга загорается относительно легко, образуя ровный шов без рваных краев. Вы получите хорошее проникновение и без подплавления или прожигания отверстий. Со временем вы по звукам при сварке сможете определить, правильно ли вы варите. Звук при электросварке должен чем-то напоминать звук в процессе жарки мяса на сковороде.
Скорость, с которой вы ведете шов, также будет влиять на процесс проникновения. При слишком быстром движении проникновение будет плохим. Дуга должна двигаться медленно, используя волнообразное движение или движение, описанное далее для обеспечения хорошего проникновения и качества шва.
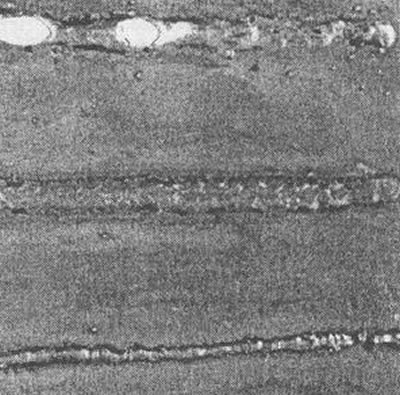
Сверху вниз: различные сварные швы - дуга слишком горячая, правильная температура и дуга слишком холодная. Слишком большое количество тепла может привести к прожиганию металла и подплавлению. Слишком малое количество тепла даст плохое проникновение и слабый шов.
Внимание: Вы должны надевать маску перед зажиганием дуги. Защитная сварочная маска не только защитит ваши глаза от интенсивного свечения, но и защитит вас от радиации (излучения), летящих искр, капель расплавленного металла и дымов.
Защитная одежда
Перчатки защищают руки от ожогов. Плотная длинная куртка защищает верхнюю часть тела. Сварка с оголенными руками за пару часов равносильна нахождению на открытом солнце в течение полудня. Для работы необходимы длинные прочные брюки, лучше всего из материла типа брезента с пропиткой. Для защиты от кусков расплавленного металла нужны плотно закрывающиеся ботинки, внутрь которых не должны попадать искры и другие посторонние предметы.
Зажигание дуги и создание шва
Теперь, когда вы знакомы с принципами работы дуговой сварки, обсудим, как нужно действовать на практике.
Начало сварки
Когда вы надели маску, защитную одежду и перчатки, возьмите электрододержатель в ту руку, которой вы обычно работаете.
Расположите конец электрода примерно в 2,5 см от того места, где вы хотите начать сварку. Откиньте вниз защитную маску. Качающим движением поднесите электрод к металлу для зажигания дуги. Сразу же после этого поднимите электрод на расстояние примерно в 3 мм от рабочей поверхности. Если этого не сделать, то электрод "залипнет".
Если это все же произошло, то качните электрододержа-тель из стороны в сторону, чтобы оторвать электрод. Если электрод не отрывается после нескольких качаний, то освободите его из держателя. Дайте электроду остыть перед повторной попыткой освобождения, так как он может быть раскален докрасна. Ни в коем случае не беритесь за электрод голыми руками!
Зажигание дуги на практике с различными металлами и с разным сварочным током требует определенной практики. Повторяйте попытки до тех пор, пока не сможете успешно зажигать дугу и поддерживать ее. Затем можно приступать к созданию шва.
После зажигания дуги подержите ее примерно секунду перед движением электрода, чтобы образовалось расплавленное пятно. Имейте в виду, что сварочный электрод расходуется при работе -он расплавляется, как только вы коснетесь им места сварки. Для поддержания дуги и создания шва вы должны двигать электрод в направлении пятна расплавленного металла и одновременно из стороны в сторону перекрестными движениями. Концентрируйте взгляд в той точке, где электрод касается металла, заполняйте ее и одновременно перемещайтесь.
Ровный шов
Легче всего создается ровный шов. Он делается одним непрерывным движением электрода без качающих и колебательных движений. Сварщик-правша двигает электрод слева направо, сварщик-левша - справа налево. В обоих случаях необходимо наклонять электрод под углом около 15°. Средний шов от электрода диаметром 3 мм будет примерно 3 мм в высоту и примерно 6 мм в ширину. Попрактикуйтесь в изготовлении ровных швов, пока не сможете делать равномерные швы постоянной ширины и высоты с равномерно расположенными "волнами".
Качающийся шов
Другим обычно используемым швом является "качающийся" шов. Этот тип швов используется для заполнения зазора между двумя кусками металла.
Качающийся шов выполняется путем перемещения электрода в форме цифры "8" или буквы "Z" из стороны в сторону при одновременном движении вдоль шва.
Моментальные колебания с каждой стороны обеспечивают одинаковое количество тепла по краям и в середине шва. Эти швы являются наиболее распространенными, но какие есть еще? Далее приведены еще несколько распространенных швов:
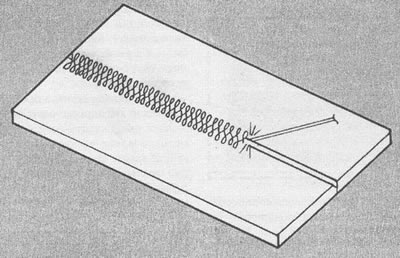
Стыковой шов
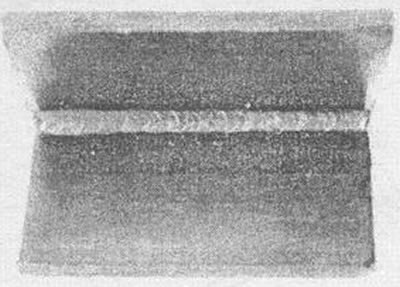
Когда два куска металла соединяются краем к краю и свариваются, то это будет стыковой шов. Если металл толще 5 мм, то каждый край нужно скосить для обеспечения правильного проникновения. Углы скосов должны составлять примерно 45’. Если материал толстый, для заполнения V-образной канавки, образованной от скошенных краев может потребоваться сделать более одного прохода.

Имеет место хорошее проникновение, нет подплавления и шов имеет небольшой размер.
Угловой шов
Шов в углу, который выполняется для соединения двух деталей, расположенных под углом друг к другу, является угловым швом.
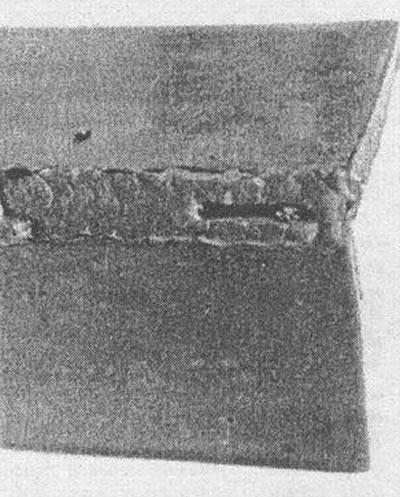
Шлак от флюса, ухудшающий качество шва, показан справа. Шов не только выглядит уродливо, но его вполне может не быть вообще в том месте, где шлак заменил сварной шов.
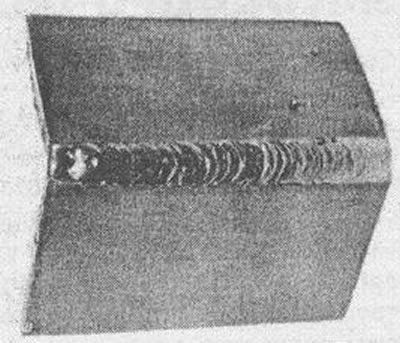
Пример углового шва здесь сделан с внешнего края двух стальных листов толщиной 10 мм, расположенных под прямым углом друг к другу. Обратите внимание на "нашлепку" в левой части шва.
Внутренний угловой шов сделан изнутри детали, показанной на предыдущем рисунке.
Внимание: Наши рассуждения относительно процесса сварки являются вводными. На эту тему написаны сотни книг. Специалистов по сварке готовят в различных учебных заведениях, во многих странах существуют различные научно-исследовательские учреждения, занимающиеся вопросами сварки. Ясно, что мы не сможем научить вас сварке. Мы можем только вкратце описать суть процесса. Для настоящего обучения сварке вам нужна большая практика, нужно читать книги и еще раз практиковаться. Конечно, нет нужды посвящать изучению тонкостей процесса сварки много времени, но вы должны понимать, что сварка есть нечто большее, чем просто расплавление электродов. Информация, приведенная в данной главе, поможет вам начать изучение сварки и обеспечить основы знаний, необходимых для того, чтобы стать хорошим сварщиком.
Комментарии к этой статье