Узмацняльнік стойкі "А" выраблены са сталі DP600 (двухфазнай сталі) і павінен привариваться да ўнутранай часткі стойкі пасродкам электразаклёпванняў MIG. Кропкавая зварка не павінна выкарыстоўвацца.
Пераканайцеся, што ўсе зварныя злучэнні якая адпавядае выявай герметызаваны і абаронены ад пранікнення вады, асабліва ў зонах, дзе нельга прайграць клеевое злучэнне / ушчыльненне арыгінальнай панэлі. Герметызуйце злучэнні перад усталёўкай вонкавых панэляў, дзе гэта неабходна.
УВАГА: Узмацняльнік стойкі "А" адпарваецца ад "кольцавай рамы" узмацняльніка бакавой панэлі, ён не абслугоўваецца асобна.
УВАГА: Унутры гэтай панэлі прымацаваныя элементы NVH, на новай панэлі яны не абслугоўваюцца. Пры пашкоджанні запатрабуецца новы элемент(ы).
Зняцце
1. У спалучэнні з узмацняльнікам стойкі "А" замяняецца:
- Абліцоўванне пярэдняга бампера
- Пярэдняе крыло
- Пярэдняя дзверы
- Панэль прыбораў
- Лабавое шкло
- Вонкавая панэль стойкі "А"
2. Для атрымання дадатковай інфармацыі адносна гэтай рамонтнай працэдуры гл.: Па дадатковую інфармацыю звярніцеся да кіраўніка: Кузаў і рама (501-26 Рамонты кузава – Спецыяльныя звесткі аб аўтамабілі і праверкі допускаў, Апісанне і прынцып дзеяння) / Стандартныя тэхнічныя прыёмы, якія выкарыстоўваюцца на станцыі тэхнічнага абслугоўвання (100-00 Агульная інфармацыя, Апісанне і прынцып дзеяння).
3. Зніміце вонкавую панэль стойкі "А". За дадатковай інфармацыяй звярніцеся да раздзела: Вонкавая панэль стойкі 'А'(501-29 Рамонты ліставых металічных элементаў бакавых панэляў, Зняцце і ўстаноўка).
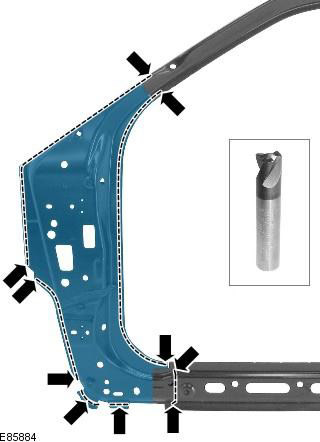
4. Выфрызуюць кропкавыя зварныя швы, для гэтага спатрэбіцца выкарыстоўваць свердзел для кропкавых зварных швоў са сталі HSS.
УВАГА: Там, дзе гэта магчыма неабходна прасвідраваць адтуліны ва ўзмацняльніку стойкі "А" і ўнутранай панэлі стойкі "А" (памятаеце аб тым, што ўзмацняльнік выраблены з двухфазнай сталі DP600 і для працы з ім запатрабуецца свердзел з хуткарэзнай інструментальнай сталі HSS). Гэта дазваляе тамака, дзе гэта магчыма, усталёўваць электразаклёпкі MIG скрозь унутраную панэль.
5. Падзеліце злучэнні і зніміце старую панэль, таксама адлучыце элемент NVH.
Усталяванне
1. Зніміце частку ўзмацняльніка стойкі "А" з колцавай рамы абслугоўванай панэлі. Выфрэзеруйце кропкавыя зварныя швы пры дапамозе свердзела для кропкавых зварных швоў са сталі HSS.
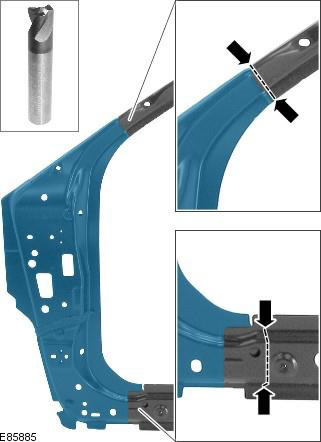
2. Прасвідруйце адтуліны, нязробленыя пры зняцці, для зваркі электразаклёпкамі MIG.
3. Падрыхтуйце злучальныя паверхні старой і новай панэлі.
4. Прыкладзяце новую панэль і зафіксуйце яе на месцы. Праверце выверку, калі яна дакладная, пераходзіце да наступнага кроку, калі не, выпраўце і яшчэ раз праверце перад пераходам да наступнага кроку.
5. Зніміце новую панэль.
6. Пры неабходнасці заменіце элемент NVH.
7. Вырабіце герметызавальны клей на элемент NVH.

8. Прыкладзяце новую панэль і зафіксуйце яе на месцы.
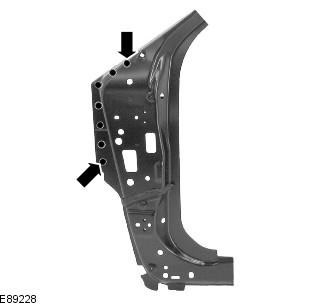
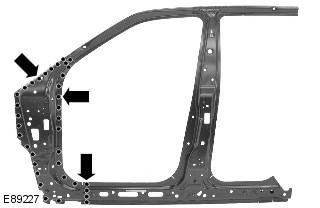
9. Зварка электразаклёпваннямі MIG.
УВАГА: Электразаклёпкі MIG павінны быць усталяваныя на месцы арыгінальных зварных кропак і там, дзе гэта магчыма, яны павінны праходзіць скрозь унутраную частку стойкі "А".
10. Зачысціце ўсе зварныя злучэнні.
11. Для ўсталёўкі адпаведных панэляў і механічных элементаў выканайце працэдуру зняцця ў зваротнай паслядоўнасці.
Каментары да гэтага артыкула