- Любыя злучэнні, выкананыя пры вырабе аўтамабіля па тэхналогіі MIG/MAG, падчас рамонту павінны злучацца зваркай па гэтай жа тэхналогіі. Акрамя таго, падчас рамонту асобныя кропкі кантактнай зваркі павінны быць замененыя электразаклёпваннямі.
- Замена кропак кантактнай зваркі на электразаклёпкі (гл. вышэй) вырабляецца пры абцяжараным доступе або адсутнасці абсталявання для кантактнай зваркі на таўшчынях звыш 3 мм. Але гэта прыводзіць да павелічэння часу на выкананне аперацыі, і адпаведна да павышэння патрабаванняў да абароны ад карозіі.
- Рамонт зваркай можна выканаць належным чынам толькі пры ўмове правільнай налады абсталявання і ўсіх параметраў зваркі.
Абсталяванне:
- Наладзьце абсталяванне ў адпаведнасці з прадпісаннямі вытворцы.
- Шлангі не павінны быць перакручаны.
- Трымальнік павінен быць вольны ад часцінак электроднага дроту.
- Газавыя соплы не павінны быць засмечаны дзындрай і акалінай.
- Сачыце за якасцю зварачных электродаў і расходам газу.
Кузаў:
- Пераканайцеся ў якасці злучаных паверхняў.
- Падрыхтуйце аголеную металічную паверхню ў месцы злучэння.
- Забяспечце правільныя зазоры (фарміраванне каранёў швоў).
Нататкі па методыцы / тэхналогіі:
УВАГА: Падвышаны нагрэў пры выкананні зваркі па тэхналогіі MIG руйнуе пласт зварачнага грунта / цынку на большым участку, чым пры кантактнай кропкавай зварцы, у выніку чаго павялічваюцца працавыдаткі пры наступным нанясенні антыкаразійнага пакрыцця.
УВАГА: Каб пераканацца ў тым, што зварное шво забяспечвае злучэнне не толькі на паверхні, заўсёды варта выконваць кантрольнае зварное шво.
Падлучыце кабель зазямлення побач з месцам зваркі (пераканайцеся ў добрай якасці кантакту).
Пры выкарыстанні электразаклёпванняў для якаснага праварвання трэба пачынаць зварку з ніжняй панэлі.
Зварка электразаклёпваннямі
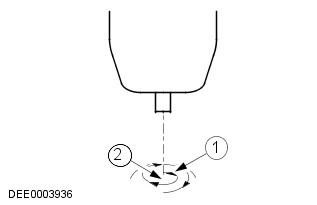
| Паз. | № запасной часткі | Найменне |
| 1 | - | Кірунак зваркі: кругавыя рухі, знутры вонкі |
| 2 | - | Кропка пачатку зваркі: цэнтр адтуліны на ніжняй панэлі |
Каментары да гэтага артыкула