Зняцце панэлі
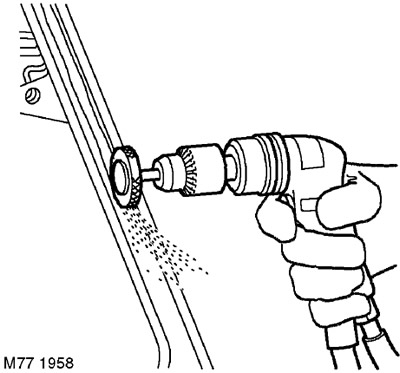
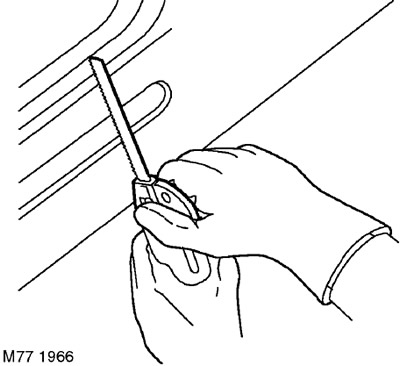
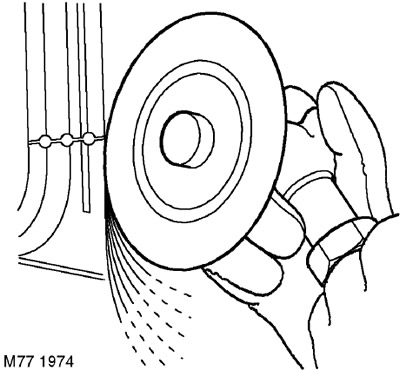
1. Адкрыйце доступ да месца кропкавай зваркі. Для месцаў кропкавай зваркі, утоеных пад пакрыццём, выкарыстайце абразіўны круг ці металічную шчотку, усталяваныя на пнеўматычным дрылі, ці звычайную ручную металічную шчотку.
УВАГА: На паверхні колавых арак для доступу да кропкавай зваркі можа паўстаць неабходнасць у размякчэнні ахоўнага пакрыцця з дапамогай пнеўматычнага пісталета з падачай гарачага паветра.
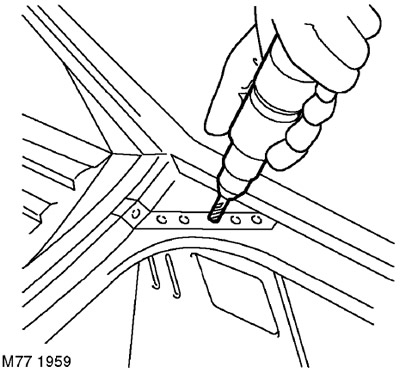
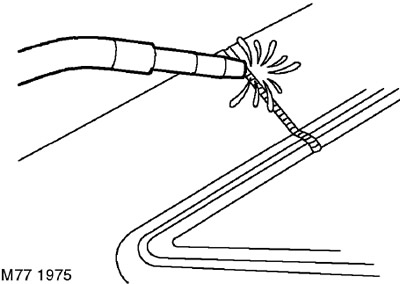
2. Высвідруйце пункты зваркі з дапамогай кобальтавага свердзела.
3. Можна выкарыстоўваць для гэтай мэты прынада для выдалення кропкавай зваркі шрубцынгавага тыпу.
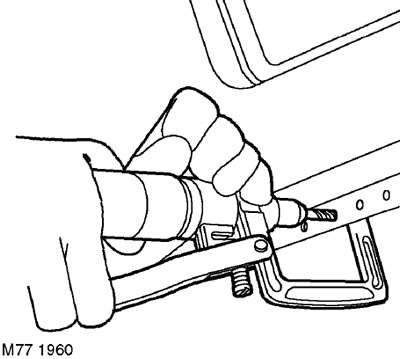
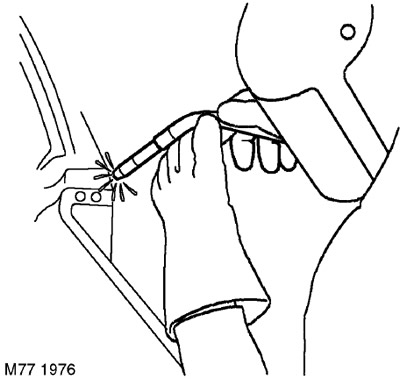
4. Выражыце пашкоджанае месца панэлі з дапамогай пнеўматычнай пілы.
УВАГА: На некаторых стыках панэляў, злучаных з дапамогай зваркі ў інэртным газе ці паянні, перад выразаннем панэлі варта па магчымасці выдаліць зварку ці паянне з дапамогай абразіўнай прылады.
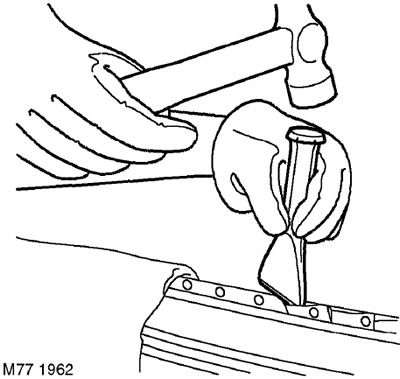
5. Разбярыце злучэнне на кропкавай зварцы і выдаліце рэшткі пашкоджанай панэлі з дапамогай малатка, выбівачкі, зубіла і шчыпцоў.
Падрыхтоўка старых паверхняў
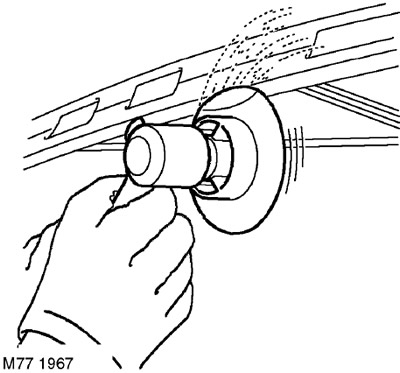
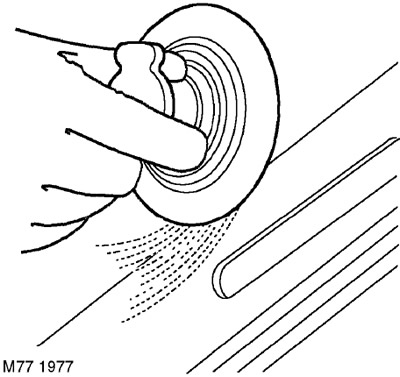
1. Зачысціце ўсе месцы стыкаў панэляў да роўнага металічнага бляску з дапамогай абразіўнай прылады істужачнага тыпу.
УВАГА: Перад зачысткай выдаліце з дапамогай пнеўматычнага пісталета з гарачым паветрам рэшткі ўшчыльняльнай масцікі, каб зменшыць рызыку адукацыі атрутных выпарэнняў пры разагрэве металу.
Увага: Гэта абсталяванне варта прымяняць асцярожна, пазбягаючы інтэнсіўнага нагрэву дэталяў.
2. Выпрастайце стык старой панэлі з дапамогай падтрымліваючага блока і малатка.
Падрыхтоўка новых стыкоўных паверхняў
1. Вызначце ўчастак новай панэлі і выражыце яе ў памер, пакідаючы прыпуск прыкладна ў 50 мм для перакрыцця стыку існуючай панэлі. Праверце, каб новая панэль ці ўчастак сумяшчаліся з прылеглымі панэлямі (напрыклад, бакавая панэль павінна супасці з дзвярамі ці вечкам багажніка). Зафіксуйце новую панэль з дапамогай шрубцынг.
2. Абрэжце старую і новую панэлі, каб сфармаваць стык патрабаванай формы. Зніміце ўсе шрубцынгі і выдаліце абрэзкі металу.
3. Падрыхтуйце беражкі стыку новай панэлі, зачысціўшы іх да металічнага бляску. Гэта варта зрабіць як звонку, так і з унутранага боку.
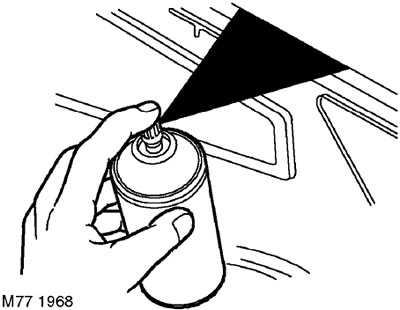
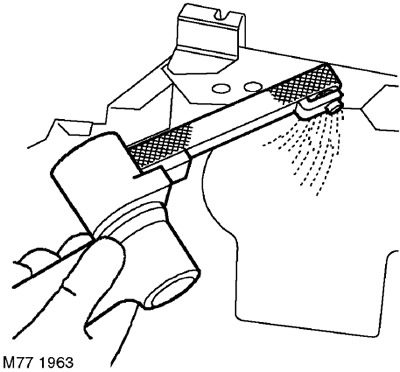
4. Вырабіце з дапамогай пэндзля або аэразольнага балона на месцы зваркі адпаведны склад для падрыхтоўкі стыкаў.
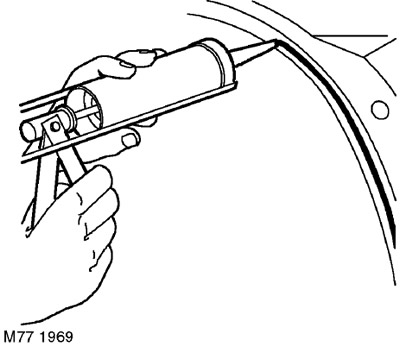
5. Вырабіце на стыкоўныя паверхні панэляў герметызавальную пасту.
Усталяванне і выраўноўванне
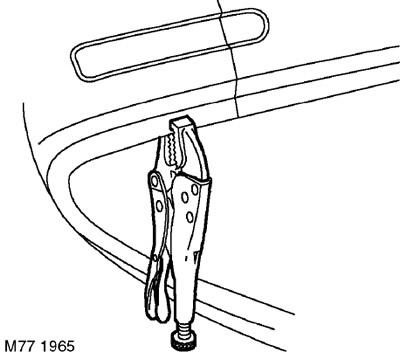
1. Прыкладзіце новую панэль і выраўнуйце яе са стыкуемай панэллю. Замацуеце ўсталёўваную панэль з дапамогай адмысловых зварачных заціскаў. Калі неабходна выканаць які ахоплівае зварачнае шво, усталюеце фіксатар на абзу старой панэлі або ўсталюеце шрубцынгу за месцам стыку.
УВАГА: У выпадках, калі зафіксаваць панэль з дапамогай зварачных заціскаў цяжка, захапіце дэталі зваркай.
Зварка
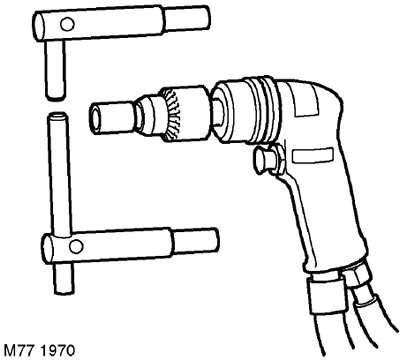
1. Абярыце абсталяванне для кропкавай зваркі і з дапамогай машынкі для абразання канцоў сфармуйце канцы электродаў. Дыяметр канца электрода павінен быць роўны падвойнай таўшчыні зварванага ліста плюс 3,0 мм.
УВАГА: Выкарыстоўвайце электроды, даўжыня якіх не перавышае 300 мм.
УВАГА: Для падтрымання эфектыўнасці зваркі неабходна перыядычна чысціць і аднаўляць форму канцоў электродаў.
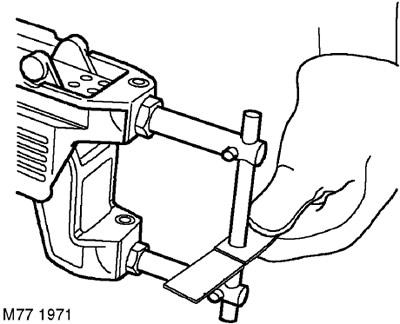
2. Усталюйце зварачныя кранштэйны для кропкавай зваркі і з дапамогай фрагмента зварваных матэрыялаў праверце працаздольнасць абсталявання. Пры адсутнасці спецыяльнага выпрабавальнага абсталявання праверце трываласць зваркі. Пры прыкладанні намаганні для падзелу звараных дэталяў метал вакол кропкі зваркі павінен разбурацца раней, чым кропка зваркі.
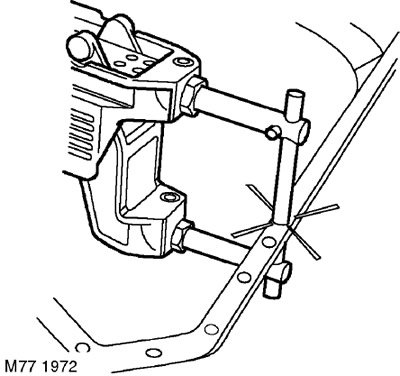
3. Калі дазваляе доступ да дэталяў, выкарыстоўвайце зварачнае абсталяванне для кропкавай зваркі з нагрэвам супрацівам. Пры магчымасці выкарыстоўвайце зварачны манітор для кантролю якасці зваркі.
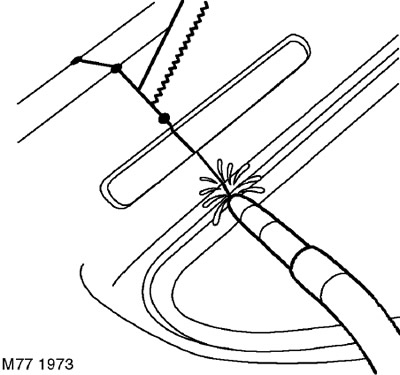
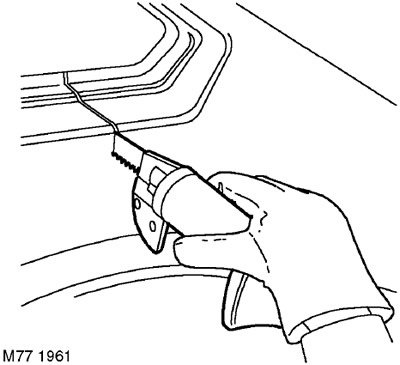
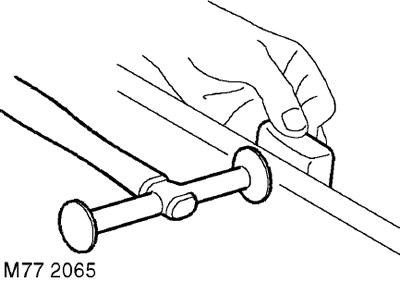
4. Захапіце зваркай у інэртным газе злучаныя панэлі і, калі гэта неабходна, праверце іх прыляганне і супадзенне краёў. Прамежак паміж кропкамі зваркі павінен мінімізаваць коробление. Для праверкі можна выкарыстоўваць нажовачнае палатно.
5. Зачысціце месцы зваркі ў інэртным газе з дапамогай абразіўнага дыска 36 або, калі доступ абцяжараны, з дапамогай істужачнай прылады для зачысткі.
6. Злучэнне перарывістай зваркай у інэртным газе.
7. Заўсёды выконвайце пробочную зварку ў інэртным газе, калі вялікая таўшчыня звараных лістоў або абцяжараны доступ робяць немагчымай кропкавую зварку. Прабочную зварку можна выконваць выкарыстоўваючы адтуліны, пакінутыя пасля высвідроўвання кропкавай зваркі, або праз спецыяльна высвідраваныя або прабітыя адтуліны дыяметрам, прыкладна, 8 мм.
8. Зачысціце месцы зваркі з дапамогай абразіўнага дыска 36 або з дапамогай істужачнай прылады для зачысткі і/або металічнай шчоткі. У працэсе зачысткі імкніцеся зачысціць як мага меншую прастору, каб захаваць ацынкоўку металу.
Каментары да гэтага артыкула