Уводзіны
У працэсе выпуску новых мадэляў, якія змяняюць адзін аднаго ўсё хутчэй і хутчэй, кузаў гуляе значную ролю. Розныя групы кліентаў прыцягвае, у першую чаргу, канструкцыя і форма кузава. У той жа час трываласць кузава гуляе найболей важную ролю ў забеспячэнні бяспекі кіроўцы і пасажыраў. Для сучасных кузаваў аўтамабіляў Land Rover характэрна выкарыстанне альтэрнатыўных матэрыялаў: кампазітных матэрыялаў і пластмас у спалучэнні з прадуманымі тэхналогіямі злучэння.
Сучасныя завадскія тэхналогіі дазваляюць практычна без праблем вырабляць кузавы з каркасамі бяспекі (апорныя кузавы). Для забеспячэння высокага ўзроўню якасці праводзяцца выпрабаванні механічнай трываласці матэрыялаў, шматлікія камп'ютарныя мадэляванні, выпрабаванні кузава на сутыкненне, прымяняюцца дасканалыя тэхналогіі вытворчасці матэрыялаў. Усе рамонтныя працы павінны выконвацца ў адпаведнасці з завадскімі стандартамі якасці. Гэта патрабуе абсталявання тэхцэнтраў сучасным абсталяваннем і прад'яўляе адмысловыя патрабаванні да кваліфікацыі тэхнічнага персанала. Для забеспячэння высакаякаснага рамонту кузава абавязкова веданне выкарыстоўваных завадскіх тэхналогій і сталае навучанне новым метадам і тэхналогіям рамонту. Інструкцыі па рамонце, прысвечаныя канкрэтным мадэлям,
Строга выконвайце тэхналогію рамонту, якая апісана ў гэтым Кіраўніцтве. Невыкананне тэхналогіі рамонту можа прывесці да сур'ёзнага зніжэння ўзроўню бяспекі аўтамабіля. Пасля выканання рамонтных работ неабходна забяспечыць выкананне ўсіх прадугледжаных нормаў бяспекі.
Канструкцыя аўтамабіля
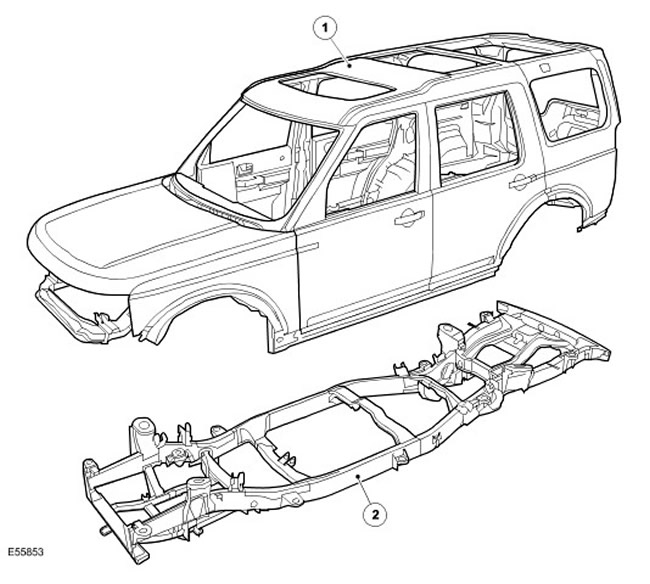
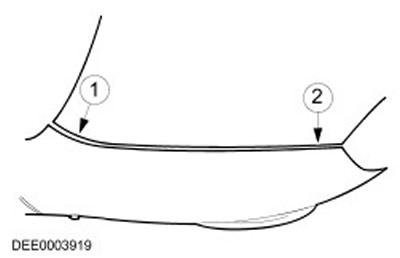
| Найменне пункта | Каталожны нумар запасной часткі | Апісанне |
| 1 | Тып кузава | |
| 2 | Рама кузава |
Высокатэрміновыя маркі сталей
Большасць сучасных аўтамабіляў вырабляецца з ужываннем сталей розных марак, што дазваляе аптымізаваць канструкцыю кузава (сутыкненне, бяспека, калянасць, зніжэнне выдатку паліва і г.д.).
Сталі дзеляцца на некалькі груп па мяжы трываласці на разрыў і мяжы цякучасці (намаганні, якое прыводзіць да пластычнай дэфармацыі матэрыялу).
Мяжа цякучасці
Мяжой цякучасці завуць высілак, пры якім метал губляе пругкасць і пачынае пластычна дэфармавацца без наступнага ўзнаўлення формы.
Мяжа трываласці на разрыў
Мяжой трываласці на разрыў называюць намаганне, пры якім расцягваецца ўзор руйнуецца.
| Абрэвіятура | Марка сталі | Мяжа цякучасці |
| SS | Мяккая (нізкавугляродзістая) сталь | Мяжа цякучасці не больш за 220 Мпа |
| DP | Двухфазная сталь | Сталь з мяжой цякучасці да 400 Мпа |
| HS | Высокатрывалая сталь | Сталь з мяжой цякучасці 220 -450 Мпа |
| EHS | Цзверхтрывалая сталь | Цсталь з мяжой цякучасці 450 -800 Мпа |
| UHS | Ультрапрочная сталь | Сталь з мяжой цякучасці да 1400 Мпа |
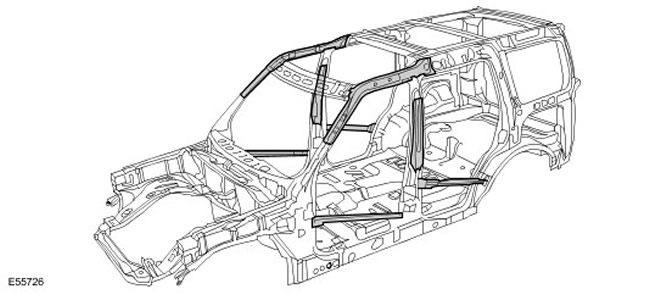
Ультравысокая трываласць
Элементы з ультратрывалай сталі, якія прымяняюцца ў пярэдніх і сярэдніх стойках кузава і верхнім поясе, павялічвае супраціў кузава дэфармацыі пры франтальных або бакавых ударах.
Элементы з ультратрывалай сталі не падлягаюць выпраўленню з-за іх далікатнасці.
Ужыванне ўльтратрывалай сталі ў канструкцыі кузава
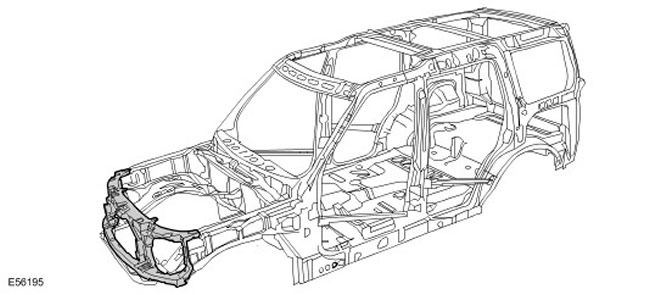
Алюміній
Пры вырабе капота, задняй дзверы і дзверы багажнага аддзялення выкарыстоўваецца алюміній маркі 6000. Гэта сплаў алюмінія з магніем і меддзю, які падчас вытворчасці падвяргаецца тэрмаапрацоўцы, якая падвышае трываласць панэлі і яе ўстойлівасць да адукацыі ўвагнутасцяў.
Пры рамонце дэталяў з алюмінія трэба выкарыстоўваць асобны набор прылад, які не павінен выкарыстоўвацца пры працы са сталёвымі дэталямі - гэта дазволіць пазбегнуць крыжаванага забруджвання металаў.
Ужыванне алюмінія ў канструкцыі кузава
Магній
Для выраба панэлі зашчапкі капота выкарыстоўваецца магніевы сплаў AM60B. Ён мае высокую глейкасць і добра паглынае энергію ўдару. Гэты сплаў таксама выкарыстоўваецца для выраба папярочкі, на якой мантуецца панэль прыбораў.
Не дапушчаецца выпраўляць панэль зашчапкі капота ці весткі на ёй зварачныя працы - у выпадку аварыі панэль замяняе ў зборы. Пры пашкоджанні антыкаразійнага пакрыцця яго трэба аднавіць з выкарыстаннем складу "Land Rover Low Temperature Anti-Corrosion Coating", нумар па каталогу VEP 501840 PMA.
Ужыванне магнію ў канструкцыі кузава
Пашкоджанне пры сутыкненні і дыягностыка
Агульныя нататкі:
- Дакладная дыягностыка сур'ёзнасці пашкоджанні забяспечвае правільнае планаванне рамонту.
- Усе віды кузаўнога рамонту павінны вырабляцца ў строгай адпаведнасці з інструкцыямі Кіраўніцтва па рамонце кузава.
- Пры выкананні рамонту кузава варта прыняць да ўвагі характарыстыкі ўстойлівасці і трываласці кузава. Канструкцыя кузава разлічана на пэўныя схемы дэфармацыі, якія не дапушчаецца змяняць падчас рамонтных прац.
- Напрыклад, зоны змяцця паглынаюць вялікую долю энергіі ўдару пры сутыкненні. Калі пры рамонце гэтых зон выкарыстоўваюцца якія-небудзь непрафесійныя метады ці тэхналогіі, гэта можа паўплываць на бяспеку аўтамабіля.
- Нараўне з праверкай вонкавых прыкмет, такіх як адслаенне фарбы, абавязкова варта выконваць праверку на наяўнасць утоеных пашкоджанняў ці дэфармацыі кузава, якія не прыкметныя звонку. Для дакладнай адзнакі пашкоджанняў утоеных элементаў кузава часта неабходна здымаць буйныя навясныя дэталі, такія як бамперы і ўнутраныя крылы.
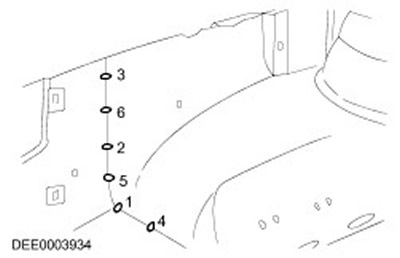
Іншым варыянтам дыягностыкі з дапамогай візуальнага агляду з'яўляецца праверка памераў зазораў. Якія-небудзь змены або парушэнне ўзаемнага становішча беражкоў звычайна паказваюць на змену памераў пашкоджаных дэталяў.
Змяненне памераў зазораў
| Найменне пункта | Каталожны нумар запасной часткі | Апісанне |
| 1 | Занадта вялікі зазор | |
| 2 | Занадта маленькі зазор |
Планаванне рамонту
Перад пачаткам рамонту неабходна прыняць наступныя рашэнні:
- Аўтамабіль мае патрэбу ва ўсталёўцы на стапель ці яго можна выправіць іншым спосабам?
- Ці трэба праводзіць кантрольныя вымярэнні кузава?
- Ці трэба здымаць такія агрэгаты, як рухавік ці масты?
- Якія элементы кузава маюць патрэбу ў замене?
- Якія элементы кузава могуць быць адрамантаваны?
УВАГА: Пераважна рамантаваць элементы кузава, а не замяняць іх, т.я. гэта дазволіць захаваць цэласнасць кузава.
Атрыманне запасных частак
Даступнасць запасных частак часта вызначае, наколькі лёгка можа быць выкананы рамонт кузава. Рэкамендуецца наступная працэдура:
- Атрымайце ўсе дадзеныя па аўтамабілі, уключаючы тып, ідэнтыфікацыйны нумар аўтамабіля, код аздаблення, літарны ідэнтыфікатар рухавіка, дадзеныя аб першаснай рэгістрацыі і г.д.
- Вызначыце ўсе металічныя дэталі, якія маюць патрэбу ў замене.
- Вызначыце ўсе навясныя дэталі, якія маюць патрэбу ў замене, уключаючы дробныя дэталі: заклёпкі, заціскі і г.д.
Рамонт з праўкай
Рамонты з праўкай часта патрабуюцца для аднаўлення першапачатковай формы кузава пасля сутыкнення. Гэта можна зрабіць, выкарыстоўваючы:
- Стэнды для выверкі становішча
- Універсальны стэнд для праўкі і вымярэнняў
Структура: Паслядоўнасць рамонту залежыць ад індывідуальнага плана рамонту (з улікам усіх неабходных прац па разборцы). Ачысціце ўчасткі злучэння. Замацуеце аўтамабіль на які адпавядае стэндзе такім чынам, каб не ствараць у ім высілкаў. Усталюеце агрэгаты на апоры, каб зняць нагрузку з кузава. Абярыце, па меншай меры, тры кропкі вымярэння / мацавання, якія не пашкоджаны і размешчаны наколькі магчыма далёка адзін ад аднаго (для асноўнай рэгулявання). Праверце памеры ў кропках вымярэння / мацавання.
- Паслядоўнасць рамонту залежыць ад індывідуальнага плана рамонту (з улікам усіх неабходных прац па разборцы).
- Ачысціце ўчасткі злучэння.
- Замацуеце аўтамабіль на які адпавядае стэндзе такім чынам, каб не ствараць у ім высілкаў.
- Усталюйце агрэгаты на апоры, каб зняць нагрузку з кузава.
- Абярыце, па меншай меры, тры кропкі вымярэння / мацавання, якія не пашкоджаны і размешчаны наколькі магчыма далёка адзін ад аднаго (для асноўнай рэгулявання).
- Праверце памеры ў кропках вымярэння / мацавання.
Праўка: ЗАЎВАГА: У працэсе праўкі ўвесь час правярайце памеры і зазоры.
Праўка кузава заўсёды вырабляецца ў кірунку, процілеглым кірунку ўдару. Заўсёды выконвайце праўку пры цалкам сабраным кузаве (не выразайце загадзя ніякія элементы). Выконвайце праўку ў некалькі стадый. Гэта ўхіляе рызыку празмернага нацяжэння панэляў ці парыву зварных швоў. На кожным асобным этапе праўкі імкнецеся ўдарамі алюмініевага малатка зняць напружанасць з дэталяў, схільных нагрузцы расцяжэння (папярэдне выяўленых дэфармацыях, увагнутасцяў, зварных швоў і г.д.)
УВАГА: У працэсе праўкі пастаянна правярайце памеры і зазоры.
Праўка кузава заўсёды вырабляецца ў кірунку, процілеглым кірунку ўдару. Заўсёды выконвайце праўку пры цалкам сабраным кузаве (не выразайце загадзя ніякія элементы). Выконвайце праўку ў некалькі стадый. Гэта ўхіляе рызыку празмернага нацяжэння панэляў ці парыву зварных швоў. На кожным асобным этапе праўкі імкнецеся ўдарамі алюмініевага малатка зняць напружанасць з дэталяў, схільных нагрузцы расцяжэння (папярэдне выяўленых дэфармацыях, увагнутасцяў, зварных швоў і г.д.)
УВАГА: Элементы з ультратрывалай сталі, якія прымяняюцца ў пярэдніх і сярэдніх стойках кузава і верхнім поясе, не падлягаюць праўцы.
Рыхтоўка
Асноўныя прынцыпы рыхтоўкі панэляў:
- Перад заменай якіх-небудзь секцый або поўнай заменай кузаўных панэляў заўсёды старанна правярайце, ці можа пашкоджаная панэль быць выпраўленая рыхтоўкай.
- Рыхтоўка звычайна з'яўляецца самым простым і эканамічным метадам рамонту пашкоджанай панэлі.
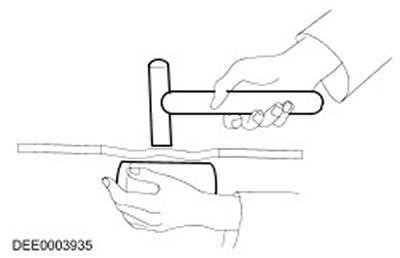
- Алюмініевы малаток і кіянка Перавага: нізкая верагоднасць празмернага расцяжэння панэлі. Выкарыстоўваецца для рамонту невялікіх увагнутасцяў на панэлях, доступ да якіх маецца абапал. Гэтыя дзве прылады для рыхтоўкі панэляў звычайна выкарыстоўваецца для "чыставых" аперацый рамонту.
- Перавага: нізкая верагоднасць празмернага расцяжэння панэлі.
- Выкарыстоўваецца для рамонту невялікіх увагнутасцяў на панэлях, доступ да якіх маецца абапал.
- Гэтыя два прылады для рыхтоўкі панэляў звычайна выкарыстоўваецца для "чыставых" аперацый рамонту.
"Тонкая" праўка з дапамогай алюмініевага малатка і ўніверсальнага падкладнога штампа
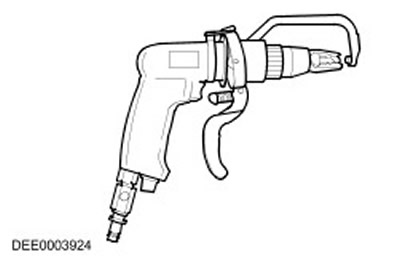
Малаток з рухомым ударнікам Калі доступ да пашкоджанай панэлі маецца толькі з вонкавага боку, для аднаўлення формы панэлі выкарыстоўвайце малаток з рухомым ударнікам. Дыскі або шпількі, неабходныя для ўсталёўкі малатка з рухомым ударнікам, прыварваюцца да паверхні, вычышчанай да металу. Увагнутасці ў панэлі можна выправіць з дапамогай кантраляванага ўжывання малатка з рухомым ударнікам.
- Калі доступ да пашкоджанай панэлі маецца толькі з вонкавага боку, для аднаўлення формы панэлі выкарыстоўвайце малаток з рухомым ударнікам. Дыскі або шпількі, неабходныя для ўсталёўкі малатка з рухомым ударнікам, прыварваюцца да паверхні, вычышчанай да металу. Увагнутасці ў панэлі можна выправіць з дапамогай кантраляванага ўжывання малатка з рухомым ударнікам.
Выразанне элементаў кузава
У залежнасці ад усталёўваных элементаў для выразкі ці аддзяленні дэталяў кузава варта ўжываць розныя прылады.
УВАГА: Усе іншыя кампаненты, такія як аздабленне салона, шыбы і г.д., варта абараніць ад разлятаюцца іскраў.
УВАГА: Пераканайцеся ў правільнасці задання глыбіні фрэзеравання, каб не дапусціць паслаблення пакінутай часткі фланца.
Выфрэзероўка кропкавых зварных швоў
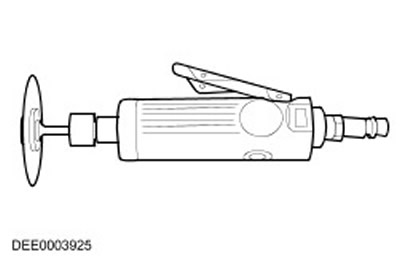
- Кантавы шліфавальны круг
УВАГА: Выкарыстоўвайце ахоўнае адзенне. Абараніце ўсе ўразлівыя часткі кузава або шкла ад разлятаюцца іскраў. Выдаліце выбухованебяспечныя матэрыялы з зоны выканання прац.
Кропкавыя зварныя швы, якія нельга выдаліць фрэзероўкай (дыяметр > 8 мм), варта абраць з дапамогай кантавага шліфавальнага круга. Тое ж адносіцца да кропкавых і звычайных зварных швоў, выкананых па тэхналогіі МІА.
УВАГА: Выкарыстоўвайце ахоўнае адзенне. Абараніце ўсе ўразлівыя часткі кузава або шкла ад разлятаюцца іскраў. Выдаліце выбухованебяспечныя матэрыялы з зоны выканання прац.
Кропкавыя зварныя швы, якія нельга выдаліць фрэзероўкай (дыяметр > 8 мм), варта абраць з дапамогай кантавага шліфавальнага круга. Тое ж адносіцца да кропкавых і звычайных зварных швоў, выкананых па тэхналогіі МІА.
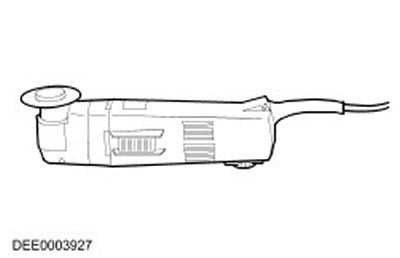
Тарцавы шліфавальны круг
УВАГА: Будзьце асцярожныя, не пашкодзіце размешчаныя пад выразанай дэталлю металічныя кампаненты, джгуты электраправодкі, шлангі і г.д., пры неабходнасці зніміце іх загадзя.
Пілы для кузаўных прац універсальныя і таму добра падыходзяць для рэзання элементаў кузава.
Піла з кароткім ходам
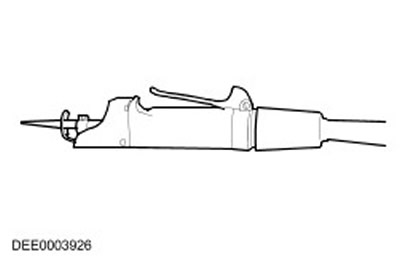
Піла са зваротна-паступальным рухам У дадатак да пілы з кароткім ходам таксама можна выкарыстоўваць пілу са зваротна-паступальным рухам. Яна дазваляе выконваць вузкія і прамыя рэзы на сапраўды зададзеную глыбіню.
У дадатак да пілы з кароткім ходам таксама можна выкарыстоўваць пілу са зваротна-паступальным рухам. Яна дазваляе выконваць вузкія і прамыя рэзы на сапраўды зададзеную глыбіню.
Піла са зваротна-паступальным рухам
Выкананне рамонтных прац
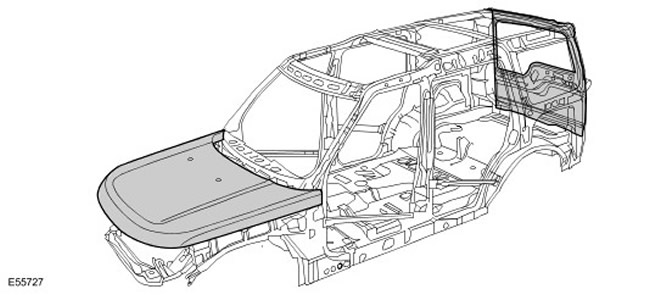
Поўная замена Пры поўнай замене ўвесь пашкоджаны "стары" элемент адлучаецца ў месцах яго злучэнняў і затым усталёўваецца новы элемент цалкам. На малюнку ніжэй паказана новая зменная панэль задняй часткі кузава.
Пры поўнай замене ўвесь пашкоджаны "стары" элемент адлучаецца ў месцах яго злучэнняў і затым усталёўваецца новы элемент цалкам. На малюнку ніжэй паказана новая зменная панэль задняй часткі кузава.
Замена панэлі задняй часткі кузава

Частковая замена Часцяком з тэхнічнага і эканамічнага пункта гледжання мэтазгодна выканаць частковую замену. Два асноўных крытэра гэта, па-першае, захаванне арыгінальнай канструкцыі кузава, а, па-другое, звядзенне кошту рамонту да мінімуму.
Часцяком з тэхнічнага і эканамічнага пункта гледжання мэтазгодна выканаць частковую замену. Два асноўных крытэра гэта, па-першае, захаванне арыгінальнай канструкцыі кузава, а, па-другое, звядзенне кошту рамонту да мінімуму.
Асноўная методыка частковай замены: Стыкавыя злучэнні Новая і старая дэталі злучаюцца бесперапынным зварным швом па тэхналогіі MIG. Стыкавыя злучэнні звычайна выкарыстоўваюцца пры частковай замене элементаў каркаса і стоек ці іншых элементаў з кароткімі даўжынямі разрэзаў.
- Стыкавыя злучэнні.
- Новая і старая дэталі злучаюцца бесперапынным зварным швом па тэхналогіі MIG.
- Стыкавыя злучэнні звычайна выкарыстоўваюцца пры частковай замене элементаў каркаса і стоек або іншых элементаў з кароткімі даўжынямі разрэзаў.
Стыкавое злучэнне
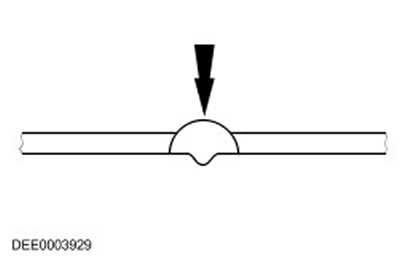
УВАГА: Разрэзы пры частковай замене павінны быць як мага карацей. Рэзанне можна вырабляць толькі ўздоўж ліній адрэзу, паказаных на схемах рамонту. Забараняецца вырабляць разрэзы зблізку ўзмацненняў ці па зададзеных лініях згіну.
Падрыхтуйце дэталі, якія засталіся на аўтамабілі, і новыя дэталі. З дапамогай малатка і апраўкі адновіце зыходную форму ўсіх спалучаюцца паверхняў на дэфармаваных дэталях кузава, пакінутых на аўтамабілі (забяспечце адпаведнасць формаў старых»і новых дэталяў адзін аднаму). Сашліфуйце пакінутыя кропкавыя ці звычайныя зварныя швы з дапамогай якая адпавядае прылады. Выражыце новыя дэталі па форме. Пры неабходнасці прабіце або прасвідруйце адтуліны для выканання зваркі МІА.
УВАГА: Не выкарыстоўвайце зварачную гарэлку для зняцця рэшткаў лакафарбавага пакрыцця (нагрэў можа выклікаць дэфармацыю металу).
Зачысціце спалучаныя фланцы да металу абапал. Не выкарыстоўвайце для гэтай мэты кутнюю шліфавальную машынку (гэта можа прыслабіць метал і пашкодзіць цынкавы пласт). Неабходныя прылады: якая верціцца драцяная шчотка, істужачна-шліфавальная машына або пластыкавы дыск. Вырабіце на якія зварваюцца паверхні дастатковую колькасць зварачнай грунтоўкі. Перад ужываннем старанна змяшайце грунтоўку.
- З дапамогай малатка і апраўкі адновіце зыходную форму ўсіх спалучаюцца паверхняў на дэфармаваных дэталях кузава, пакінутых на аўтамабілі (забяспечце адпаведнасць формаў старых і новых дэталяў адзін аднаму). Сашліфуйце пакінутыя кропкавыя ці звычайныя зварныя швы з дапамогай якая адпавядае прылады.
- Выражыце новыя дэталі па форме.
- Пры неабходнасці прабіце або прасвідруйце адтуліны для выканання зваркі МІА.
- Зачысціце спалучаныя фланцы да металу абапал. Не выкарыстоўвайце для гэтай мэты кутнюю шліфавальную машынку (гэта можа прыслабіць метал і пашкодзіць цынкавы пласт). Неабходныя прылады: якая верціцца драцяная шчотка, істужачна-шліфавальная машына або пластыкавы дыск.
- Вырабіце на зварваныя паверхні дастатковую колькасць зварачнай грунтоўкі.
- Перад ужываннем старанна змяшайце грунтоўку.
УВАГА: Не выкарыстоўвайце зварачную гарэлку для зняцця рэшткаў лакафарбавага пакрыцця (нагрэў можа выклікаць дэфармацыю металу).
УВАГА: Пры выкарыстанні аэразоляў захоўвайце асцярожнасць, каб не забрудзіць суседнія ўчасткі.
Мацаванне новай дэталі:
- Неабходна сапраўды падагнаць новую дэталь пад паказаныя памеры. Для гэтага рэкамендуецца выкарыстоўваць наступныя прылады:
- Стэнд для выверкі
- Універсальная вымяральная сістэма
- Зборачны стэнд
- Лінейка або рулетка
- На гэтай стадыі ўсталёўваюцца ўсе навясныя элементы кузава, якія патрабуюць дакладнага падганяння і ўсталёўкі, напрыклад бамперы, ушчыльненні, фары, заднія ліхтары і кампаненты сістэмы блакавання ў зборы. Неакуратная праца можа прывесці да працёкаў вады, пранікненню шуму ветра і да значнага аб'ёму дадатковых прац.
- Праверце сумяшчэнне беражкоў якія спалучаюцца дэталяў і праверце роўнасць зазораў (параўнайце левую і правую бакі). Пераканайцеся ў захаванні формы аўтамабіля.
УВАГА: Аб'ём дадатковых прац можна значна паменшыць, калі выканаць аперацыі сумяшчэння і зваркі прихваточными швамі з належнай акуратнасцю.
- У залежнасці ад сітуацыі мацаванне можа ажыццяўляцца наступнымі метадамі:
- Струбцыны (камплект)
- Вінтавы заціск (камплект)
- Саманаразаючыя шрубы
- Прихваточные зварныя швы
- З дапамогай належных прылад сумясціце беражкі зменных рэльефных дэталяў. Абзы затым привариваются прихваточными швамі, каб забяспечыць правільнасць сумяшчэння дэталяў.
Сумяшчэнне і выкананне прихваточного шва
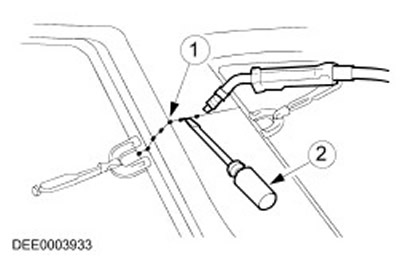
| Найменне пункта | Каталожны нумар запасной часткі | Апісанне |
| 1 | Прихваточные зварныя швы | |
| 2 | Выканайце сумяшчэнне з дапамогай належных інструментаў |
- Больш за доўгія злучэнні звычайна выконваюцца прихваточными швамі, каб прадухіліць дэфармацыю панэлі. Важна выконваць прихваточные зварныя ў правільнай паслядоўнасці (гл. Схему).
- Прыварыце новую дэталь, прытрымліваючыся інструкцый, указаным у кіраўніцтве па рамонце.
Правільная паслядоўнасць выканання зваркі прихваточными швамі
Меры засцярогі
- Устаноўленыя на аўтамабілі электронныя блокі кіравання (ECM) робяць неабходным захаванне мер засцярогі пры выкананні рамонтных зварачных работ. Інтэнсіўны нагрэў і вібрацыя, якія спадарожнічаюць зварачным працам, могуць выклікаць пашкоджанне электронных блокаў. У прыватнасці, варта выконваць пэўныя меры засцярогі пры зняцці або адлучэнні блока кіравання сістэмай пасіўнай бяспекі (RCM). Для атрымання дадатковай інфармацыі звернецеся да Specifications (501-20B)
- Не дапушчайце кантактаванне электронных модуляў ці шын з "масай" ці сілкаваннем зварачнага электрода.
- Падлучыце злучэнне зазямлення электразварачнага абсталявання непасрэдна да таго элемента, які павінен быць прывараны. Пераканайцеся ў адсутнасці электраізалюючых элементаў паміж злучэннем зазямлення і месцам зваркі.
Кантактная кропкавая зварка
Тамака, дзе пры вырабе кузава выкарыстоўвалася кантактная кропкавая зварка, пры замене дэталяў варта, пры магчымасці, таксама выкарыстоўваць кропкавую зварку. У гэтых новых зварачных злучэннях кропкі зваркі павінны абараніць сябар ад сябра на адлегласці 25 - 30 мм.
Настройка абсталявання і падбор параметраў зваркі:
- Абсталяванне: Для настройкі абсталявання прытрымлівайцеся інструкцыям вытворцы абсталявання. Абярыце правільныя трымальнікі электродаў (як мага карацей). Дакладна выверце становішча трымальнікаў электродаў і наканечнікаў. Наканечнікі электродаў павінны быць выпуклымі (папярэдне надайце форму напільнікам і дапрацуйце яе шліфавальнай прыладай).
- Для наладкі абсталявання выконвайце інструкцыі вытворцы абсталявання.
- Абярыце правільныя трымальнікі электродаў (як мага карацей).
- Дакладна выверце становішча трымальнікаў электродаў і наканечнікаў.
- Наканечнікі электродаў павінны быць выпуклымі (папярэдне надайце форму напільнікам і дапрацуйце яе шліфавальнай прыладай).
- Кузаў: Пераканайцеся, што злучаныя фланцы сапраўды супадаюць адзін з адным. Ачысціце злучаныя паверхні да металу (усярэдзіне і звонку).
- Упэўніцеся, што злучаныя фланцы сапраўды супадаюць адзін з адным.
- Ачысціце злучаныя паверхні да металу (унутры і звонку).
- Нататкі па методыцы/ тэхналогіі: Выканайце выпрабавальнае зварное шво на ўзоры матэрыялу, пакрытым зварачнай пастай. Калі паміж трымальнікамі электрода размешчаны якія-небудзь металічныя элементы, гэта прывядзе да паніжэння індукцыі, а, такім чынам, і да страты магутнасці (адрэгулюйце бягучыя налады). Для высока-і ўльтратрывалых сталей варта падбіраць індывідуальныя налады магутнасці. Паўторная зварка па-над старымі зварнымі швамі прыводзіць да нізкай якасці зварных швоў. Трымайце наканечнікі электродаў пад кутом да кантактнай паверхні, максімальна блізкім да 90°. Электроды працуюць лепш за ўсё, калі маюць выпуклую форму. Рэгулярна чысціце кантактную паверхню электродаў.
- Выканайце выпрабавальнае зварное шво на ўзоры матэрыялу, пакрытым зварачнай пастай.
- Калі паміж трымальнікамі электрода размешчаны якія-небудзь металічныя элементы, гэта прывядзе да зніжэння індукцыі, а, такім чынам, і да страты магутнасці (адрэгулюйце бягучыя наладкі).
Зварачнае абсталяванне, якое ўжываецца для рамонту кузаваў сучасных аўтамабіляў Land Rover, павінна забяспечваць надзейную зварку ацынкаваных панэляў з высокатрывалай сталі, якія складаюцца з трох і больш пластоў агульнай таўшчынёй да 5 мм. Калі абсталяванне для кантактнай зваркі гэтым патрабаванням не адказвае, па меркаваннях бяспекі трэба выкарыстоўваць зварку электразаклёпваннямі. Электрычныя характарыстыкі (сіла току, супраціў, цеплыня) абсталяванні для кропкавай зваркі адрозніваюцца ў залежнасці ад тыпу абсталявання. Таму для забеспячэння фактычных характарыстык зварачнага працэсу важна выкананне інструкцый вытворцы абсталявання.
Зварка MIG/MAG
Настройка абсталявання і падбор параметраў зваркі:
- Любыя злучэнні, выкананыя пры вырабе аўтамабіля па тэхналогіі MIG/MAG, падчас рамонту павінны злучацца зваркай па гэтай жа тэхналогіі. Акрамя таго, падчас рамонту асобныя кропкі кантактнай зваркі павінны быць замененыя пробочными зварнымі швамі.
- Частковая замена кропак кантактнай зваркі пробачнымі зварнымі швамі (гл. вышэй) таксама вырабляецца пры абцяжараным доступе або адсутнасці абсталявання для кантактнай зваркі на таўшчынях звыш 3 мм. Але гэта прыводзіць да павелічэння часу на выкананне аперацыі, і адпаведна да павышэння патрабаванняў да абароны ад карозіі.
- Рамонт зваркай можна выканаць належным чынам толькі пры ўмове правільнай налады абсталявання і ўсіх параметраў зваркі.
- Абсталяванне: Наладзьце абсталяванне ў адпаведнасці з прадпісаннямі вытворцы. Шлангі не павінны быць перакручаны. Асяродак не павінна быць забруджана абразіўнымі часціцамі. Газавыя соплы не павінны быць засмечаны дзындрай і акалінай. Звярніце ўвагу на якасць электроднага дроту і выдатак газу.
- Наладзьце абсталяванне ў адпаведнасці з прадпісаннямі вытворцы.
- Шлангі не павінны быць перакручаны.
- Асяродак не павінна быць забруджана абразіўнымі часціцамі.
- Газавыя соплы не павінны быць засмечаны дзындрай і акалінай.
- Звярніце ўвагу на якасць электроднага дроту і расход газу.
- Кузаў: Пераканайцеся ў правільнасці падганяння злучаных паверхняў. Ачысціце паверхню ў месцы злучэння да металу. Забяспечце правільныя зазоры (фарміраванне каранёў швоў).
- Пераканайцеся ў правільнасці падганяння злучаных паверхняў.
- Ачысціце паверхню ў месцы злучэння да металу.
- Забяспечце правільныя зазоры (фарміраванне каранёў швоў).
- Нататкі па методыцы/тэхналогіі:
- Падлучыце кабель зазямлення побач з месцам зваркі (пераканайцеся ў добрай якасці кантакту). Пры выкарыстанні коркавага зварнога шва для якаснага праварвання трэба пачынаць зварку з ніжняй панэлі.
- Падлучыце кабель зазямлення побач з месцам зваркі (пераканайцеся ў добрай якасці кантакту).
- Пры выкарыстанні коркавага зварнога шва для якаснага праварвання трэба пачынаць зварку з ніжняй панэлі.
УВАГА: Падвышаны нагрэў пры выкананні зваркі па тэхналогіі MIG руйнуе пласт зварачнага грунта/ цынку на большым участку, чым пры кантактнай кропкавай зварцы, у выніку чаго павялічваюцца працавыдаткі пры наступным нанясенні антыкаразійнага пакрыцця.
УВАГА: Каб пераканацца ў тым, што зварное шво забяспечвае злучэнне не толькі на паверхні, заўсёды варта выконваць кантрольнае зварное шво.
УВАГА: Падвышаны нагрэў пры выкананні зваркі па тэхналогіі MIG руйнуе пласт зварачнага грунта/ цынку на большым участку, чым пры кантактнай кропкавай зварцы, у выніку чаго павялічваюцца працавыдаткі пры наступным нанясенні антыкаразійнага пакрыцця.
УВАГА: Каб пераканацца ў тым, што зварное шво забяспечвае злучэнне не толькі на паверхні, заўсёды варта выконваць кантрольнае зварное шво.
Зварка электразаклёпваннямі (пробачнае зварное шво)
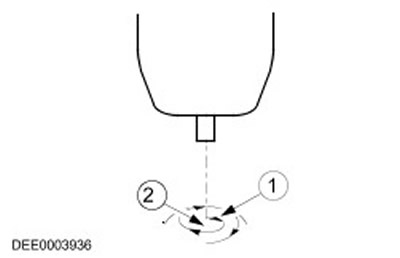
| Найменне пункта | Каталожны нумар запасной часткі | Апісанне |
| 1 | Кірунак зваркі: кругавыя рухі, знутры вонкі | |
| 2 | Кропка пачатку зваркі: цэнтр адтуліны на ніжняй панэлі |
Шкленне на клеі
- Ветравое шкло, бакавыя шкла, і шкло дзверы багажнага аддзялення фіксуюцца клеем непасрэдна на аконных рамах кузава і дзверы багажнага аддзялення.
- Аконнае шкло фіксуецца такім чынам, першым чынам, у сувязі з трываласцю клеевого злучэнні. Шкленне на ляплю надае кузаву дадатковую калянасць на скручванне.
Усталяванне шкла на клеі
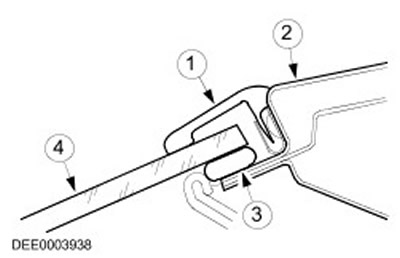
| Найменне пункта | Каталожны нумар запасной часткі | Апісанне |
| 1 | Гумовая паласа | |
| 2 | Рама акна | |
| 3 | Клей | |
| 4 | Шкло акна |
Зняцце і ўстаноўка вокнаў з уклееным шклом
Меры засцярогі
Каб прадухіліць траўмы, выконвайце наступныя правілы тэхнікі бяспекі:
- Выкарыстоўвайце ахоўныя пальчаткі.
- Выкарыстоўвайце ахоўныя акуляры.
- Перад выразаннем акна з улепленым шклом вызваліце і зніміце ўсе навясныя дэталі, размешчаныя ў зоне рэзкі, якія падвяргаюцца небяспецы, напрыклад панэлі аздаблення і дэкаратыўныя накладкі, а таксама ўсе электрычныя злучэнні.
- Зачыніце ўсе афарбаваныя ўчасткі, размешчаныя побач з акном.
- Зрэжце ўсе лішкі клею, паколькі гэта спрашчае выразанне шкла.
- Замацуйце шкло вертыкальна, каб не дапусціць іх выпадзення.
- Выканайце рэзанне па клеевому валіку ў лёгкадаступных месцах, выкарыстоўваючы рэжучую прыладу.
- Акуратна вядзіце рэжучую прыладу па перыметры акна, праразаючы валік клею.
- Не дакранайцеся рамы акна і фланца кузава.
- Выкарыстоўвайце спецыяльныя "вакуумныя прысоскі", каб атрымаць шкло з праёму акна.
- Выконвайце інструкцыі вытворцы.
- Падрэжце які застаецца клеевой валік на металічным фланцы да рэшткавай вышыні прыблізна 1 мм. Пасля гэтага не дакранайцеся паверхні рэзання і не чысціце яе.
- Акуратна ўхіліце ўсе пашкоджанні лакафарбавага пакрыцця (вырабіце грунтоўку і вонкавае пакрыццё).
- Пры неабходнасці заменіце ўпоры акна.
- Вырабіце раўнамерны валік клею на акно або на фланец кузава.
- Устаўце шкло ў праём акна і ўсталюеце яго па цэнтры (патрабуюцца 2 механіка).
- Праверце зазоры.
- Выкарыстоўвайце ліпкую стужку, каб абараніць шкло ад выпадзення.
УВАГА: Падчас высыхання клею на акне адкрыйце вокны і дзверы і не перамяшчайце аўтамабіль (плясканне дзвярамі стварае залішні ціск, якое можа прыслабіць мацаванні акна).
Заключныя аперацыі:
- Падлучыце ўсе электрычныя злучэнні і праверце правільнасць працы вузлоў.
- Усталюйце навясныя дэталі і праверце дакладнасць і надзейнасць мацавання. Выканайце візуальны агляд, каб пераканацца ў раўнамернасці зазораў і стыкаў.
- Выканайце візуальны агляд, каб пераканацца ў раўнамернасці зазораў і стыкаў.
- Цалкам ачысціце шкло акна.
Ахоўныя прыстасаванні і тэхніка бяспекі пры выкананні работ
Пры выкананні рамонту варта выконваць патрабаванні правіл тэхнікі бяспекі і нарматыўных палажэнняў. Абавязкова выкананне ўсіх правіл аховы працы і тэхнікі бяспекі.
Меры засцярогі пры зварцы
- Каб прадухіліць рызыку атрымання траўмы, выконвайце наступныя меры засцярогі:
- Маска зваршчыка (абарона асобы)
- Ахоўны шчыток
- Ахоўныя пальчаткі
- Ахоўныя чаравікі
- Выцяжка для дыму, які ўтвараецца пры зварцы
- Зварку заўсёды варта выконваць у добра якая ветрыцца зоне. Заўсёды ў межах дасяжнасці павінен знаходзіцца вогнетушыцель.
Агульныя правілы бяспекі пры кузаўным рамонце
Адсмоктванне
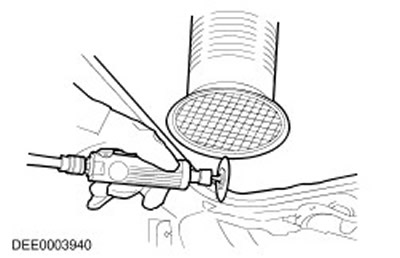
- Герметык, ахоўнае пакрыццё дна і г.д. не варта выпальваць адкрытым полымем. Гэта прыводзіць да вылучэння таксічных газаў. Напрыклад, пры згаранні ПВХ выдзяляюцца газы, якія змяшчаюць саляную кіслату. Па гэтым чынніку пры выкананні шліфоўкі, зваркі ці паянні заўсёды варта выкарыстоўваць якое адпавядае адсмоктванне.
- Заўсёды забяспечвайце добрую вентыляцыю пры працы з матэрыяламі, якія змяшчаюць растваральнікі, выкарыстоўвайце сродкі абароны органаў дыхання і адсмоктванні.
- Пры рэзанні, шліфоўцы ці праўцы металу заўсёды варта выкарыстоўваць сродкі абароны органаў слыху, т.к. узровень шуму можа дасягаць ці нават перавышаць 85-90 дб (A).
- Пры зняцці дэталей з аўтамабіля, устаноўленага на пад'ёмніку, сачыце за змяненнем становішча яго цэнтра цяжару. Пры першым размяшчэнні аўтамабіля на пад'ёмніку ўлічыце, што можа запатрабавацца замацаваць яго ў пазбяганне перакульвання.
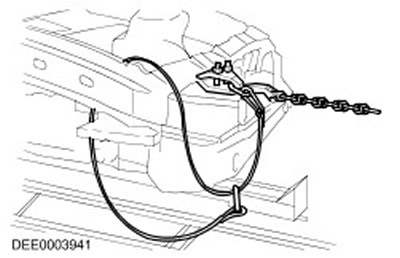
- У працэсе праўкі ланцугі і ланцужныя заціскі варта замацоўваць ахоўнымі тросамі.
Засцерагальны трос
Падрыхтоўка да афарбоўкі
Перад выкананнем рамонту маляўнічага пакрыцця старанна ачысціце аўтамабіль з дапамогай параачышчальніка ці мыйкі высокага ціску.
Непасрэдна перад нанясеннем маляўнічага пакрыцця вымыйце якія рамантуюцца ўчасткі слабым водным растворам мыйнага сродку і начыста працярыце іх растваральнікам.
Абавязкова ачысціце пашкоджаныя ўчасткі да металу, прычым вычышчаная зона павінна выходзіць за межы пашкоджанай вобласці. Пратрувіце вычышчаныя да металу паверхні фасфатнай грунтоўкай, каб выдаліць усе рэшткі іржы і падрыхтаваць аснову для нанясення новых маляўнічых пластоў. Паўторна апрацуйце пашкоджаную паверхню альбо асобна кіслотнай грунтоўкай і двухкампанентнай шпатлёўкай, альбо камбінаванай кіслотнай грунтоўкай/шпакляваннем і вырабіце двухкампанентнае маляўнічае пакрыццё. Пасля нанясення маляўнічага пакрыцця апрацуйце не афарбаваныя паверхні дазволенай да ўжывання васковай масцікай для паражнін.
УВАГА: Пры падрыхтоўцы да афарбоўкі бампераў будзьце асцярожныя, не пашкодзіце датчыкі PDC. Па магчымасці выдаляйце толькі празрыстае пакрыццё. Пры афарбоўцы датчыкаў PDC не наносіце занадта тоўсты пласт фарбы, паколькі гэта можа пагоршыць іх працаздольнасць.
УВАГА: Пры выкарыстанні термоотверждаемой фарбы тэмпература апрацоўкі не павінна перавышаць 65°C (149°F). Перавышэнне гэтай тэмпературы можа прывесці да дэфармацыі адбівальнікаў фар і задніх ліхтароў, а таксама да пашкоджання іншых кампанентаў.
Каментары да гэтага артыкула